











Presque chaque semaine à EPTAHUB, Un concepteur de produits enthousiaste m'enverra par courriel un lien vers un fichier qu'il a trouvé sur Thingiverse ou une forme de base qu'ils ont modélisée dans Tinkercad. Le courriel indique généralement quelque chose comme : “ Voici le fichier. Il nous en faut 50 en nylon. Pouvez-vous lancer l'impression aujourd'hui ? ”
Cette approche nous vient du monde de l'impression papier 2D. Pour imprimer un PDF sur une imprimante de bureau standard, il suffit d'appuyer sur Ctrl+P. L'ordinateur et l'imprimante gèrent automatiquement la conversion en arrière-plan.
C’est pourquoi on me demande souvent : “ Peut-on imprimer en 3D sans logiciel de découpe ? ” ou “"Peux-tu imprimer un STL sans trancher ?”
La réponse est une réponse absolue et sans compromis. Non.
Si vous prenez un fichier STL ou STEP et le placez directement sur une clé USB, puis branchez cette clé sur une machine SLS industrielle de 500 000 USD (Frittage laser sélectifSi la machine ne fonctionne pas, elle ne fera rien. L'imprimante ne comprend pas les formes 3D. Elle est totalement incapable de lire votre modèle CAO.
Pour transformer une idée numérique en réalité physique, il faut la faire passer par un moteur de traduction. Ce moteur est le trancheuse.
Dans ce guide, je vais vous expliquer précisément Qu’est-ce que le découpage en impression 3D et pourquoi est-il important ?. Je vous expliquerai les calculs mathématiques qui sous-tendent les algorithmes de découpe, pourquoi les paramètres de votre logiciel déterminent la résistance physique de vos pièces et pourquoi c'est dans le logiciel de découpe que se déroule le véritable travail d'ingénierie.
Qu'est-ce que le découpage en impression 3D ?
Pour comprendre pourquoi un logiciel de découpe est indispensable, il faut comprendre les limitations physiques d'une imprimante 3D.
Qu'il s'agisse d'une machine FDM de bureau ou d'une imprimante 3D métal industrielle, EPTAHUB, Les machines de fabrication additive ne peuvent construire des objets que d'une seule manière : de bas en haut, couche microscopique par couche.

Quand vous demandez, “ Qu’est-ce que le découpage en impression 3D ? ”, Vous posez une question sur la phase FAO (Fabrication Assistée par Ordinateur) du processus.
Un logiciel de découpe est un logiciel spécialisé qui importe votre modèle numérique 3D et le découpe littéralement horizontalement en des centaines ou des milliers de sections transversales plates en 2D.
Une fois qu'il a découpé votre modèle en ces tranches plates, le Algorithme de découpe pour l'impression 3D Il calcule le parcours exact que doivent suivre les composants mécaniques de l'imprimante pour dessiner cette couche spécifique. Il convertit ces parcours physiques en code G, un langage de programmation composé de coordonnées X, Y et Z, de débits d'extrusion et de commandes de température.
Validation de la source : Le concept de découpage en tranches comme précurseur nécessaire à la fabrication additive est formellement défini dans ISO/ASTM 52900:2021 (Fabrication additive — Principes généraux — Terminologie), qui stipule que les géométries 3D doivent être découpées en couches planes pour générer des trajectoires d'outils.
Qu'est-ce que la superposition de couches en impression 3D ?
Si vous voulez savoir Qu'est-ce que la superposition en impression 3D ?, tenez un jeu de cartes à jouer dans votre main.
Vue de dessus, la terrasse ressemble à un bloc rectangulaire 3D massif. Mais en l'observant de près sur le côté, on s'aperçoit que ce “ bloc ” est en réalité composé de 52 couches plates 2D superposées.
Voici précisément ce que fait le logiciel de découpe avec votre fichier CAO. Si vous m'envoyez un dessin pour un cylindre de 2,54 cm de haut et que nous configurons le logiciel de découpe avec une hauteur de couche de 0,1 millimètre, il découpera ce cylindre en 254 cercles plats individuels. L'imprimante imprimera le cercle #1, déplacera l'axe Z vers le haut de 0,1 mm, imprimera le cercle #2 directement par-dessus, et répétera ce processus 252 fois jusqu'à former le cylindre plein.
L'importance du découpage : l'illusion de la CAO solide
Nous arrivons maintenant au cœur du problème. Pourquoi l'imprimante ne peut-elle pas le faire automatiquement ? Pourquoi avons-nous besoin d'un logiciel de découpe dédié comme Prusa Slicer, UltiMaker Cura, ou des logiciels industriels haut de gamme comme Materialise Magics ?
Parce qu'un fichier CAO est un menteur.
Lorsque vous dessinez un cube plein dans votre logiciel de CAO, l'ordinateur le traite comme un bloc solide de plastique ou de métal (100%). Or, dans la pratique, imprimer un bloc de plastique plein (100%) est généralement une très mauvaise idée. Cela engendre un gaspillage de matière, l'impression est extrêmement longue et, lors du refroidissement du volume important de plastique, la contraction thermique risque de déformer la pièce et de la faire se détacher du plateau d'impression.
Lorsque vous importez ce cube “ plein ” dans le logiciel de découpe, celui-ci enlève le contenu. La pièce devient alors complètement creuse. Il appartient maintenant à… ingénieur de fabrication utiliser les paramètres du logiciel de découpe pour construire la physique interne de la pièce.
Voici les décisions d'ingénierie critiques que nous prenons à l'intérieur du trancheur à EPTAHUB:
1. Périmètres (La coquille)
La première chose que nous indiquons au logiciel de découpe, c'est l'épaisseur des parois extérieures de votre pièce. Nous les appelons “ périmètres ” ou “ coques ”.”
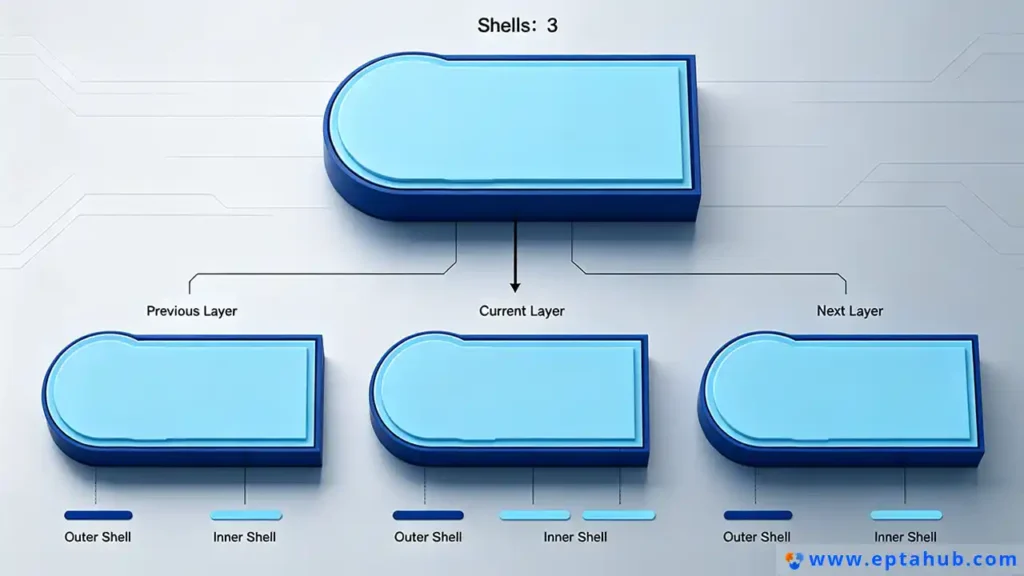
Si vous réalisez un prototype de boîtier décoratif destiné à être posé sur un bureau, nous pouvons configurer le logiciel de découpe pour qu'il n'imprime que deux périmètres (ce qui donnera une paroi d'environ 0,8 mm d'épaisseur). L'impression sera extrêmement rapide et peu coûteuse.
Mais si vous imprimez un support structurel devant supporter un moteur de 22,7 kg (50 livres), nous indiquerons au logiciel de découpe d'imprimer 6 ou 8 périmètres. Plus la coque est épaisse, plus sa résistance aux chocs est élevée.
2. Densité et motif de remplissage (le squelette interne)
Puisque nous ne le sommes pas impression de la partie 100% solide, nous devons supporter l'espace vide à l'intérieur de la coque. C'est ce qu'on appelle remplissage.
Le logiciel de découpe permet de générer automatiquement une structure géométrique interne. On peut choisir la densité (par exemple, un remplissage 20% signifie que l'intérieur est composé de 20% de plastique et de 80% d'air). On peut également choisir le motif.
- Remplissage en grille/rectiligne : Rapide et standard, idéal pour la compression de base par le haut.
- Remplissage gyroïde : Un motif d'ondes 3D complexe et ondulé qui assure une résistance au cisaillement égale dans toutes les directions. Nous l'utilisons beaucoup chez EPTAHUB pour les pièces fonctionnelles destinées à l'usage final, car cela empêche une défaillance catastrophique si la pièce est tordue ou tombe.
Validation de la source : Les études sur les propriétés mécaniques de l'impression FDM, telles que celles publiées dans le Journal des procédés de fabrication, montrent de manière constante que la modification du motif de remplissage (en particulier le passage de grilles 2D à des structures 3D comme Gyroid) modifie considérablement la résistance à la traction et à la flexion des polymères imprimés sans ajouter de poids de matériau.
3. Dynamique de la température et des fluides
Le logiciel de découpe ne se contente pas de gérer la géométrie ; il gère également la thermodynamique.
On nous demande souvent, “ Pourquoi le PLA est-il un choix populaire pour l'impression 3D ? ” La réponse tient principalement au fait que le PLA présente une plage de températures de fonctionnement très tolérante. Il fond facilement autour de 200 °C et ne se déforme pas de manière significative en refroidissant.
Mais si l'on découpe un matériau technique comme le polycarbonate ou le nylon renforcé de fibres de carbone, l'algorithme de découpe doit être fortement modifié. Il faut programmer le logiciel pour qu'il ordonne à la buse d'extruder le plastique à 280 °C précisément, qu'il maintienne le plateau chauffant à 110 °C et qu'il désactive complètement les ventilateurs de refroidissement afin d'éviter tout choc thermique avec l'air ambiant et tout risque de délamination des couches.
Si vous paramétrez mal ces options de découpe, votre pièce va littéralement se désintégrer avant la fin de l'impression.
La lutte contre la gravité : supports et radeaux
Si vous tendez votre bras sur le côté, il défie la gravité. Dans le monde de l'impression 3D, on appelle cela un “ porte-à-faux ”.”
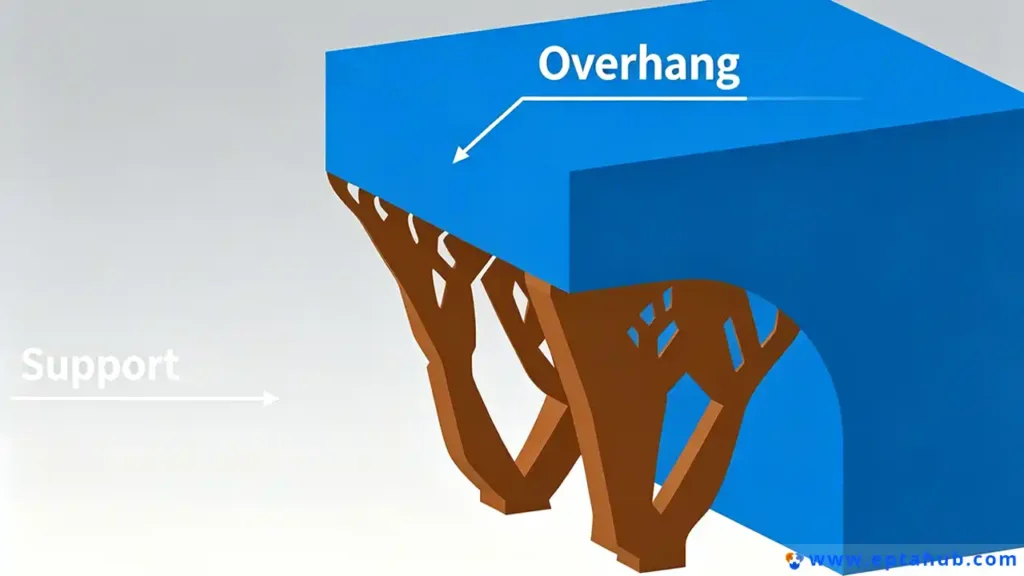
Comme la fabrication additive fonctionne par superposition de couches de bas en haut, il est impossible d'imprimer du plastique dans le vide. Si votre conception CAO présente un surplomb horizontal (comme le toit d'une maison ou le bras d'une figurine), la buse de l'imprimante extrudera littéralement du plastique fondu dans le vide. Le plastique tombera sur le plateau d'impression et l'impression échouera lamentablement, laissant un amas de filaments de plastique emmêlés.
C'est là que le trancheur prouve sa véritable valeur. Il prédit mathématiquement la gravité.
Structures de soutien intelligentes
Lorsque nous traitons une géométrie complexe avec notre logiciel de découpe à EPTAHUB, L'algorithme analyse chaque couche numérique. Il identifie toute géométrie en surplomb à un angle supérieur à environ 45 degrés.
Le logiciel de découpe génère ensuite automatiquement structures de soutien— des tours temporaires, semblables à des échafaudages, qui s'élèvent à partir du plateau de construction pour maintenir en place la géométrie en surplomb pendant l'impression.
En découpe haute définition, il ne s'agit pas d'une simple grille. Les algorithmes de découpe modernes utilisent des “ supports arborescents ” qui se développent organiquement autour du modèle depuis le plateau d'impression, consommant un minimum de matériau tout en assurant une stabilité maximale. Une fois l'impression terminée, ces supports sont détachés physiquement ou dissous dans un bain chimique.
Sans le découpeur générant ces tours temporaires, la fabrication de géométries industrielles complexes serait impossible.
Qu’est-ce qu’un “ radeau ” en impression 3D, et quand est-il utilisé ?
Une autre question fréquente que nous posent les concepteurs novices concernant les paramètres de leur logiciel de découpe est la suivante : “ Qu’est-ce qu’un ‘ radeau ’ en impression 3D, et quand est-il utilisé ? ”
Un radeau, c'est exactement ce que son nom indique. Au lieu d'imprimer la première couche de votre pièce directement sur le plateau en métal ou en verre, le logiciel de découpe ordonne à l'imprimante de créer d'abord une grille épaisse et jetable en plastique (le radeau). Elle imprime ensuite votre pièce sur ce radeau.
Pourquoi utilise-t-on des radeaux ?
- Adhérence au lit : Certains polymères techniques de pointe (comme l'ABS ou l'ASA) se rétractent fortement en refroidissant. Cette contraction thermique engendre d'importantes contraintes internes qui peuvent littéralement décoller les coins de la pièce du plateau d'impression (phénomène appelé déformation). Un radeau offre une surface texturée et étendue qui plaque fermement le plastique contre le plateau.
- Rémunération de niveau : Si le plateau d'impression d'une imprimante est légèrement déformé ou non nivelé, l'impression d'un radeau épais crée une base parfaitement plane et de niveau sur laquelle la pièce à construire sera réalisée.
À EPTAHUB, Comme nous utilisons des machines industrielles fermées et calibrées avec précision, nous avons rarement besoin de radeaux (nous privilégions les bordures, qui sont de simples contours monocouches maintenant les bords en place). Cependant, pour les utilisateurs d'ordinateurs de bureau travaillant avec des matériaux difficiles, cocher la case “ radeau ” dans le logiciel de découpe est souvent la seule solution pour réussir l'impression.
Tous les systèmes de découpe ne se valent pas (FDM vs. SLA vs. SLS)
Il est essentiel de comprendre que le découpage n'est pas un langage universel. Le type de découpage que vous effectuez dépend entièrement de la technologie que vous utilisez.
Si vous utilisez une imprimante FDM standard (Modélisation par dépôt de fil fonduPendant que votre logiciel de découpe calcule les trajectoires d'outil pour une buse mécanique, la machine fait fondre une bobine de plastique. Il se concentre sur les motifs de remplissage, les périmètres des parois et les températures d'extrusion.
Mais que se passe-t-il si vous utilisez une technologie totalement différente ?

Tranchage pour résine (SLA / MSLA)
Si nous utilisons une machine SLA (stéréolithographie) à EPTAHUB Pour imprimer un prototype médical transparent haute résolution, le processus de découpe change complètement.
Une imprimante SLA n'utilise pas de buse. Elle utilise un laser UV ou un écran LCD pour polymériser la résine liquide. Par conséquent, un logiciel de découpe SLA ne calcule ni les motifs de remplissage ni les températures de la buse. Il calcule en revanche… temps d'exposition.
Le logiciel de découpe segmente le modèle en couches et, pour chaque couche, génère une image en noir et blanc (comme un pochoir). Il indique ensuite à la machine la durée exacte d'exposition à la lumière UV pendant laquelle la couche de résine liquide doit être polymérisée à travers ce pochoir.
Étant donné que la résine est lourde et que les impressions sont généralement retirées à l'envers d'une cuve, le découpage SLA est fortement axé sur le calcul de la répartition du poids et la génération de structures de support microscopiques en forme d'aiguilles pour empêcher la pièce de se détacher de la plateforme de construction en raison des forces d'aspiration.
Découpe pour métaux (DMLS / SLS)
Lorsqu'on passe à la fusion industrielle sur lit de poudre (où des lasers font fondre de la poudre de nylon ou de titane), le découpeur est confronté à des problèmes de thermodynamique complexes.
Un logiciel de découpe SLS n'a pas besoin de générer de structures de support pour compenser la gravité, car la poudre non fusionnée présente dans le lit de poudre soutient naturellement la pièce. L'algorithme de découpe se concentre donc entièrement sur… vecteurs laser et gestion thermique.
Si le logiciel de découpe ordonne au laser de balayer trop rapidement une zone, cela créera une importante zone de chaleur qui déformera le métal. Haut de gamme Les découpeuses de métaux utilisent des algorithmes complexes pour décaler le laser des trajectoires (parfois appelées “ balayage par îlots ”) pour répartir uniformément la contrainte thermique sur toute la plaque de construction.
Validation de la source : La nécessité de stratégies de découpe uniques basées sur le procédé additif (extrusion vs photopolymérisation en cuve vs fusion sur lit de poudre) est détaillée en détail dans le Rapport Wohlers, la publication annuelle de référence du secteur sur la technologie de fabrication additive.
Conclusion : Le trancheur est le fabricant
Pour résumer pourquoi le découpage est essentiel : Le fichier 3D représente l'intention. Le logiciel de découpe représente la réalité.
Vous pouvez passer 100 heures à concevoir le modèle CAO le plus parfaitement optimisé au monde. Mais si ce modèle est confié à un opérateur inexpérimenté qui utilise un algorithme de découpe inapproprié, choisit une densité de remplissage incorrecte ou omet d'orienter correctement la pièce pour gérer les porte-à-faux et l'adhérence des couches, la pièce physique sera défectueuse.
Lorsque vous envoyez un fichier STEP à EPTAHUB, Vous ne payez pas seulement pour l'accès à nos machines à 500 000 USD. Vous payez pour les 12 années d'expertise en ingénierie nécessaires à la maîtrise des paramètres de découpe. Vous payez pour un ingénieur qui sait précisément comment découper votre géométrie spécifique afin d'optimiser la résistance à la traction, d'éviter les déformations thermiques et de garantir que la pièce physique finale corresponde parfaitement à la conception numérique.
On ne peut pas imprimer en 3D sans logiciel de découpe. Et surtout, on ne peut pas fabriquer un produit fiable sans un ingénieur qui sache s'en servir.







