










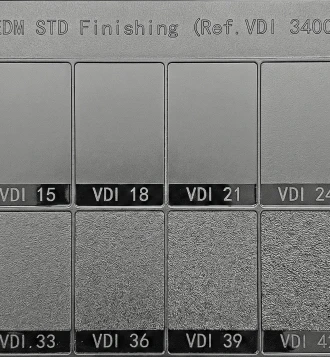
Chez EPTAHUB, une question revient souvent : " À quoi ressemblent vos pièces moulées ? " La réponse est simple : à votre guise ! EPTAHUB dispose d’un vaste réseau de fournisseurs de moules et propose toutes les finitions standard. Parmi celles-ci, on retrouve SPI, Mold-Tech, VDI (électroérosion) et bien d’autres. Les finitions disponibles vont du brillant au mat, en passant par les motifs. La finition appliquée à la surface de la cavité du moule est transférée à la surface de la pièce moulée. Par exemple, une surface de moule polie pour être réfléchissante produira une pièce réfléchissante (ou transparente). Les finitions de moules diffèrent de celles utilisées pour les pièces usinées CNC ou imprimées en 3D, où chaque composant est traité individuellement. L’ajout d’une finition ou d’une texture peut modifier le coût de l’outillage en fonction du procédé requis, mais n’affecte pas le coût unitaire des pièces.
Les finitions les plus couramment utilisées sont celles définies par la Society of the Plastics Industry (SPI). Il s'agit d'un ensemble de finitions de moule standard allant du poli miroir (SPI A) au semi-brillant (SPI B), en passant par le mat fin et le mat grossier (SPI C et SPI D). Si les finitions polies peuvent améliorer l'aspect ou la transparence des polymères transparents, les finitions mates permettent d'obtenir des tons plus discrets et peuvent même empêcher les traces de doigts sur les produits fréquemment manipulés (comme le châssis et le clavier de votre ordinateur portable).

Téléchargez gratuitement le guide EPTAHUB sur les finitions de moulage par injection
Finitions texturées Mold-Tech
Standex Engraving Mold-Tech est une solution de texturation de moules standardisée, couramment utilisée pour les produits commerciaux. Mold-Tech se décline en quatre séries, de A à D. Les finitions de la série A sont le plus souvent appliquées, car elles offrent une gamme de finitions mates, fines à grossières, ne nécessitant ni traitement laser, ni gravure chimique masquée, ni autres procédés de texturation complexes. Les finitions Mold-Tech sont classées selon leur numéro de série et la profondeur de leur texture. Un angle de dépouille plus important est requis pour les finitions Mold-Tech : leur texturation étant plus grossière que celle des finitions SPI, il est recommandé d'ajouter 1,5° d'angle de dépouille par tranche de 0,025 mm (0,001 pouce) de profondeur de texture.

Prêt à recevoir votre devis pour le moulage par injection ?


James Miller
En tant que directrice de l'ingénierie d'application chez EPTAHUB, je pilote nos initiatives de conception pour la fabrication et j'interviens en tant que consultante sur un large éventail de projets sur mesure. Mon expertise couvre l'usinage CNC, la fabrication additive, le travail de la tôle, le moulage d'uréthane et le moulage par injection. Je suis à votre disposition pour répondre à vos questions.







