











こんにちは、Eptahubのシニアエンジニアです。新人デザイナーからベテラン調達スペシャリストまで、私のデスクに寄せられる質問の中で最も多いのは、「一体何が は 「TIG溶接って、なぜあんなに高いの?」これはもっともな疑問だ。特に、一見単純な接合部に見える箇所にTIG溶接が指定されているのを見たときはなおさらだ。.
まずは直接的な答えから始めましょう。. TIG は タングステン不活性ガス.
文字通りの意味ではそうですが、航空宇宙、高純度システム、そして失敗が許されないあらゆる用途でなぜそれが好ましい方法なのかについては何も説明していません。エンジニアにとってTIGとは コントロール, 純度, 、 そして 精度. MIG溶接が金属加工の世界における万能で効率的なコーキングガンだとすれば、TIG溶接は外科医のメスと言えるでしょう。TIG溶接は時間がかかり、高度な技術を要し、コストも高くなりますが、正しく行えば、比類のない品質と強度を持つ溶接部が得られます。.
アメリカ溶接協会(AWS)が指定した、このプロセスの正式な業界標準名は、 ガスタングステンアーク溶接(GTAW). 図面や仕様書ではTIGとGTAWが interchangeably(互換的に)使用されているのを目にするかもしれませんが、これらは全く同じプロセスを指しています。.
頭字語の解読:タングステン、不活性ガス、アーク
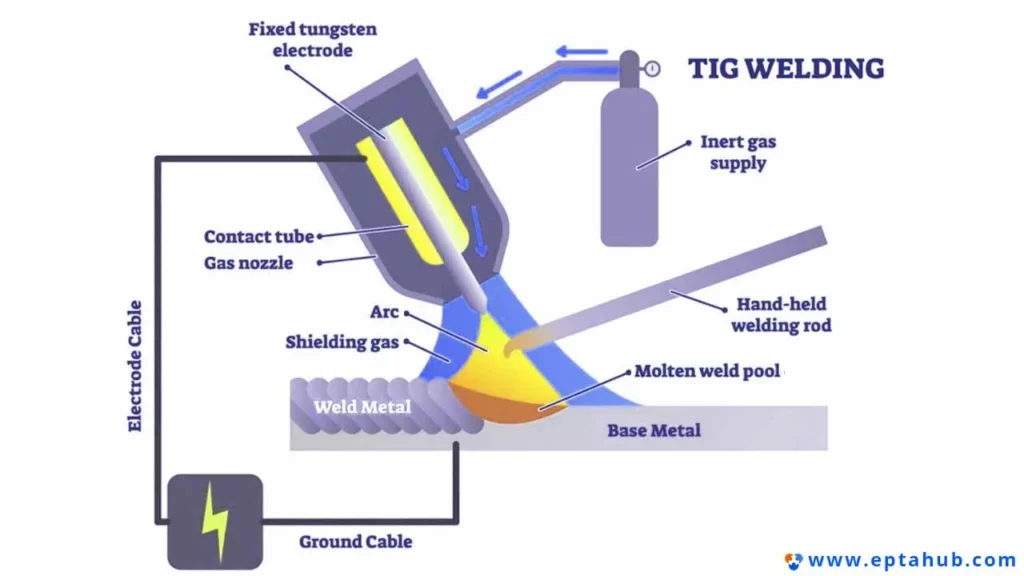
TIGを理解するには、その名称に含まれる各単語の役割を理解する必要があります。そのプロセスは、3つの要素が複雑ながらも美しく相互作用するものです。.
1. 「T」はタングステンを表します
TIGプロセスの核心は 非消耗性タングステン電極. これは、MIG溶接やスティック溶接といった他の一般的なアーク溶接プロセスとの最大の差別化要因です。.
- 「非消費性」とはどういう意味ですか? MIG溶接(ガス金属アーク溶接)とスティック溶接(被覆アーク溶接)では、電極は溶加材そのものです。これは溶融して溶接部の一部となるワイヤまたはロッドです。TIG溶接では、タングステン電極の役割は、非常に安定した電気アークを発生させ、維持することのみです。電極自体が溶融するわけではありません。.
- なぜタングステンなのか? タングステンは純金属の中で最も高い融点を持ち、 3,422℃(6,192°F). これにより、溶接アークの強烈な熱(6,000℃を超える場合もある)にも溶けることなく耐えることができます。先端は鋭利に研ぎ澄まされているため、溶接工はアークと熱をワークピースの非常に小さな領域に正確に集中させることができます。.
- タングステンの種類: すべてのタングステンが同じ品質とは限りません。技術者は、カラーバンドで識別される異なる種類のタングステンを指定する仕様書を目にすることがあります。
- 純タングステン(グリーン): アルミニウムの交流溶接に使用され、きれいで球状の先端を形成します。.
- 2% トリウム含有(赤色): 古い 業界 鋼材の直流溶接における標準的な溶接方法。アーク始動性に優れているが、放射性物質を含むため、健康上の懸念がある。多くの工場では既に廃止されている。.
- 2% ランタン処理済み(青): 現在最も一般的な万能溶接棒です。交流溶接と直流溶接の両方で優れた性能を発揮し、アーク安定性にも優れ、非放射性であるため、より安全で汎用性の高い選択肢となります。.
2. 「IG」は不活性ガスを意味します
溶融金属は非常に反応性が高い。大気に触れると、空気中の酸素、窒素、水蒸気が溶融池と急速に結合し、酸化物や窒化物を生成する。この汚染により、溶接部は脆く、多孔質で、強度が弱くなる。不活性ガスの役割は、溶接部を保護膜で覆うことである。.
- 「不活性」とはどういう意味ですか? TIG溶接で使用されるシールドガスは希ガスであり、化学的に不活性です。溶融した溶接プールや高温のタングステン電極とは反応しません。.
- 一般的なガス:
- アルゴン(Ar): TIG溶接で最も一般的なシールドガスです。空気より重いため、低流量でも優れたシールド効果を発揮します。安定した静かなアークを発生させ、鋼、ステンレス鋼、アルミニウムなど、ほとんどの厚さの材料の溶接に最適です。.
- ヘリウム(He): 空気より軽く、熱伝導率が高い。そのため、より高温のアークが発生し、より深い溶け込みが得られる。アルミニウムや銅の厚板の溶接によく用いられ、アルゴンと混合することでアーク特性を調整できる。.
ガスはTIGトーチ内を流れ、タングステン電極を囲むセラミック製のカップ、いわゆる「ノズル」から排出されます。これにより、アーク、電極、溶融した溶接プールが大気から完全に隔離されます。.
3. アークとプロセス
熟練したオペレーターの手にかかると、これらの要素は次のように組み合わさります。
- 徹底的な清掃: 最初のステップは必ず清掃です。TIG溶接は汚染物質に非常に敏感です。母材に付着した油、塗料、錆、あるいは厚い酸化層さえも完全に除去しなければなりません。.
- セットアップ: 溶接工は適切なタングステンを選択し、それを研磨し、溶接機の電流(熱)とガス流量を、溶接条件に基づいて設定します。 材料 種類と厚さ。.
- 弧を描く: 溶接工は溶接トーチを接合部の上に位置させる。. 最新のTIG溶接機 高周波非接触スタート方式を採用する。高電圧・高周波の電流を瞬間的に流すことで、タングステンチップとワークピース間のガスをイオン化し、電極が金属に接触することなく溶接電流が流れる経路を作り出す。.
- 水たまりの形成: 強烈なアークによって、母材金属のごく少量の溶融池が形成される。ここにこそ技術の真髄がある。アークの長さと移動速度を制御し、一定の溶融池を維持することが重要なのだ。.
- 溶加材の添加(「両手」テクニック): MIG溶接では溶加材がガンを通して自動的に供給されるのに対し、TIG溶接では溶接工はもう一方の手で別の細い溶加材棒を溶融プールの先端に手動で浸します。これには驚異的な手と目の協調性が必要です。また、溶接工は 熱(電流)と充填金属の添加を独立して制御する. これがTIG溶接の精度の鍵です。.
- 終了: 溶接の終盤では、溶接工は電流を徐々に下げて終端クレーターを埋め、亀裂の発生を防ぎます。アークが消えた後も数秒間は不活性ガスが流れ続け(これを「ポストフロー」と呼びます)、まだ高温のタングステンと凝固中の溶融池を汚染から保護します。.
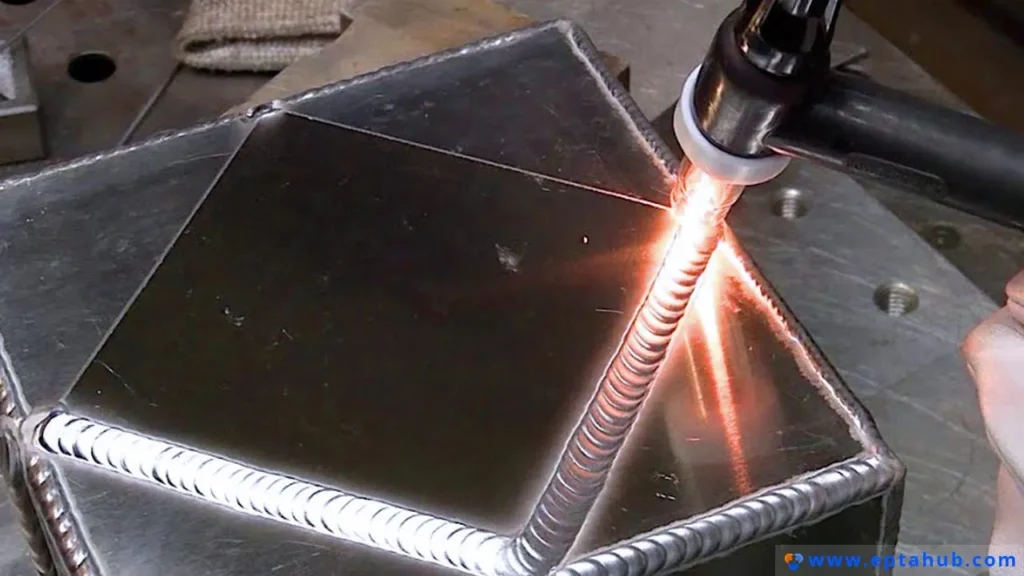
この綿密な工程の結果、きれいで正確、そして多くの場合美しい溶接ビードが得られ、特徴的な「積み重ねた10セント硬貨」のような外観を呈する。.
TIG溶接を指定する理由:3つの主要な利点
エンジニアまたは購買担当者として、GTAW(ガスタングステンアーク溶接)を指定した図面に署名する場合、以下の3つの明確な利点に対して対価を支払っていることになります。
1. 比類なき精度と制御性
熱源(タングステンアーク)と溶加材が分離されているため、作業者は完全に制御できます。溶加材を一切使用せずに2枚の薄い金属片を溶融させるのに十分な熱量を加えることも(「自己溶接」)、摩耗した部品にピンポイントの精度で材料を肉盛りすることも可能です。このようなレベルの制御は、他のプロセスでは不可能です。.
2. 優れた溶接品質と純度
安定したクリーンなアークと非常に効果的な不活性ガスシールドの組み合わせにより、極めて純度の高い溶接部が得られます。被覆アーク溶接のように溶接部に「スラグ」(フラックス不純物の層)が残ることはありません。また、MIG溶接でよく見られる「スパッタ」(溶融金属の微細な飛沫)もほとんど発生しません。その結果、見た目が美しいだけでなく、強度や完全性を損なう欠陥のない、緻密な溶接部が実現します。.
3.金属の種類を問わず、優れた汎用性を発揮
適切な機械設定(交流/直流)と溶加材を使用すれば、TIG溶接は他のどの単一プロセスよりも幅広い種類の金属や合金の接合に使用できます。これには以下が含まれます。
- ステンレス鋼
- 炭素鋼および合金鋼
- アルミニウム
- マグネシウム
- チタン
- 銅と青銅
- ニッケル合金(インコネル、モネル)
表1:TIG溶接、MIG溶接、アーク溶接の比較 – エンジニアによる比較
| 特徴 | TIG溶接(GTAW溶接) | MIG(GMAW) | 被覆アーク溶接機(SMAW) |
|---|---|---|---|
| プロセス名 | ガスタングステンアーク溶接 | ガス金属アーク溶接 | 被覆アーク溶接 |
| 基本原則 | 非消耗型タングステン電極、手動充填棒。. | 連続供給式の消耗型ワイヤ電極。. | 消耗品であるフラックス被覆棒状電極。. |
| 溶接品質 | 最高 非常に純度が高く、飛散やスラグもありません。. | 高い ―品質は良いが、飛び散りの可能性がある。. | 良い -スラグの混入は危険であり、飛散量が多い。. |
| 精度と制御 | 最高 ―「外科医のメス」“ | 中くらい 「狙って撮るだけ」。制作には最適だ。. | 低い 薄い素材では制御が難しい。. |
| スピード | 最も遅い | 速い | 遅い |
| 費用(人件費および設備費) | 高い | 中くらい | 低い |
| オペレーターのスキルレベル | 非常に高い | 低~中 | 中~高 |
| 最適な用途 | 薄板材料、特殊合金、高純度加工、ルートパス加工。. | 生産製造, より厚い素材。. | 現場での修理、汚れた材料、厚い鉄骨構造物。. |
大きな違い:交流TIG溶接 vs. 直流TIG溶接
TIG溶接電源は、2つの方法で電流を供給できます。どちらの方法を使用するかを理解することが、適切な溶接手順を確立するための最初にして最も重要なステップです。.
DC(直流) – 主力電源
DCモードでは、電流は一定の方向に流れます。TIG溶接の場合、これはほぼ常に DCEN(直流電極負極).
- 仕組み: タングステン電極は負極端子に、加工対象物は正極端子に接続されています。つまり、電子はタングステンの先端からアーク放電を経て加工対象物へと流れます。.
- 効果: この一方向の電子の流れにより、アークの熱の約70%が直接ワークピースに集中します。その結果、深く狭い溶け込み形状が得られます。タングステン電極は熱のわずか30%しか受けないため、温度が低く保たれ、鋭利な先端形状を維持できます。.
- 使用時期: DCENは 標準 金属を溶接する場合 ない 厚く耐火性の高い酸化皮膜を有する。これには以下が含まれる。
- ステンレス鋼
- 炭素鋼
- チタン
- 銅
- ニッケル合金
AC(交流) – アルミニウム専門業者
交流モードでは、電流の方向が急速に切り替わり、電極から被加工物へ、そして被加工物から電極へと、1秒間に数十回も流れる。.
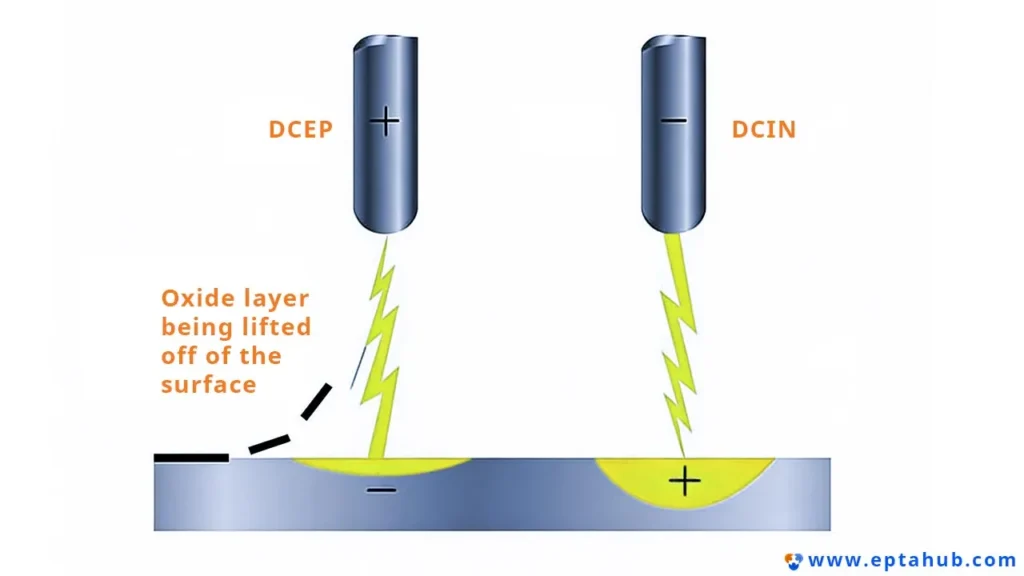
- 仕組み: 電流サイクルは、電極負極(EN)側と電極正極(EP)側の2つの部分に分けられます。.
- その間 ENハーフ, DCENと全く同じように動作し、ワークピースに熱と浸透を提供します。.
- その間 EPハーフ, 電子の流れが逆転します。電子は今度は加工物からタングステンに流れます。これは、 “「清掃活動」” 加工物から流れ出るイオンが表面に衝突し、アルミニウムやマグネシウムなどの金属表面に形成される、硬くて高温の酸化層を物理的に吹き飛ばす。.
- 使用時期: 交流は溶接に絶対に不可欠です。
- アルミニウム
- マグネシウム
- 高度なコントロール(バランスと周波数): 最新のTIG溶接機は、交流波形を精密に制御できる。.
- ACバランス: これはEN時間とEP時間の比率を制御します。EN時間を長くすると浸透が深くなります。EP時間を長くすると洗浄力が強くなりますが、タングステンの温度も高くなります。一般的な設定値は70~80% ENです。.
- 交流周波数: これは、電流が1秒間に何回切り替わるか(単位はHz)を制御します。周波数が高いほど、よりタイトで集中したアークが生成され、移動速度が速くなり、薄い材料に対する制御性が向上します。.
表2:交流TIG溶接と直流TIG溶接の比較概要
| 特徴 | DC(直流電極負極) | AC(交流電流) |
|---|---|---|
| 主な用途 | 鋼、ステンレス鋼、チタン、銅 | アルミニウム、マグネシウム |
| 電子の流れ | 一つの方法:タングステンからワークピースへ | 1秒間に何度も方向転換する |
| 熱分布 | 約70%をワークピースに挿入 | 工作物と電極のバランスが取れている |
| 主な特徴 | 深く狭い侵入 | クリーニングアクション (酸化物を除去し)適度な浸透性 |
| タングステンチップ形状 | 鋭く尖った先端 | 先端がやや丸みを帯びている、または球状になっている |
| ビジュアルアーク | 静かで安定した、集中したコーン | より大きく、よりアクティブな弧 |
素材別マスタークラス
この知識を実際の工学材料に応用してみましょう。.
アルミニウムの溶接
アルミニウムは、高い熱伝導率と強固な酸化皮膜という二重の課題を抱えている。.
- 酸化物の問題: 弊社で議論したとおり アルミニウムの融点 ガイドによると、酸化アルミニウム(Al₂O₃)は2072℃(3762°F)以上で溶融するのに対し、その下のアルミニウムはわずか約660℃(1220°F)でしか溶融しません。直流で溶接しようとすると、酸化物の固い皮膜の下にアルミニウムのプールができます。TIGプロセスでは、 ACが解決策です, EPサイクルの洗浄作用を利用して、溶融池のすぐ手前にあるこの酸化層を破壊する。.
- 熱問題: アルミニウムは溶接部から熱を非常に速く伝導するため、同サイズの鋼材に比べてはるかに高い電流設定が必要となります。また、熱制御が非常に重要になります。熱量が少なすぎると溶接部が溶融せず(コールドラップ)、薄い部材に熱を加えすぎると、歪みが生じたり、完全に溶けてしまったりする可能性があります。.
ステンレス鋼の溶接
ステンレス鋼の溶接における最大の課題は、溶融させることではなく、耐食性を維持することである。.

- 腐食問題(鋭敏化): ステンレス鋼に含まれるクロムは、その不動態皮膜、すなわち耐食性皮膜を形成する役割を担っています。しかし、金属が約425℃~815℃(800°F~1500°F)の温度範囲に長時間保持されると、クロムは合金中の炭素と結合し、結晶粒界に炭化クロムを形成します。これにより、周囲のクロムが失われ、錆や腐食が発生しやすくなります。これを「鋭敏化」と呼びます。“
- TIGソリューション: TIG溶接の精密な温度制御は、鋭敏化を防ぐための完璧な手段です。集束された直流アークにより、溶接作業者は周囲領域(熱影響部、HAZ)への過剰な熱入力を最小限に抑えながら、迅速に溶接を行うことができます。これにより、HAZが鋭敏化の危険温度範囲にある時間を最小限に抑えることができます。.
- 純度問題(逆浄化): ステンレス鋼管やパイプに完全溶け込み溶接を行う場合、溶接部の内側も熱にさらされます。保護せずに放置すると、空気と反応して黒く硬い酸化層(「シュガリング」または「コークス化」)が形成されます。これは耐食性を損なうだけでなく、衛生的な用途では細菌が繁殖する隙間を作り出します。解決策は バックパージ溶接部が形成される際に、パイプ内部に不活性アルゴンガスを充填して溶接部の裏側を保護します。高純度用途においては、バックパージの指定は必須です。.
事例研究:汚染された医薬品スキッド
- シナリオ: ある製薬会社が、一連の可搬式処理スキッドの製造を製造工場に委託した。これらのスキッドは、高純度水と製品を輸送するための316Lステンレス鋼管の複雑なネットワークで構成されていた。設計図には「すべての溶接はGTAW(ガスタングステンアーク溶接)、完全溶け込み、バックパージを行うこと」と明確に指定されていた。“

- 間違い: 製作工場はスケジュールが遅れ、予算も超過していた。大型で重要度の低いサポートフレームの生産を加速させるため、マネージャーは溶接工に MIG(GMAW) TIG溶接の代わりにMIG溶接を採用した。MIG溶接の方がはるかに速い。しかし、プロセスチューブの最終部分ではTIG溶接に戻すことができず、MIG溶接ガンで溶接してしまった。.
- 結果: 外見上は、研削と研磨後のMIG溶接部は見た目には問題なさそうだった。しかし、ボアスコープによる内部検査では、全く異なる結果が明らかになった。MIG溶接部の内部は粗く、「ブドウの実」のような質感で、かなりのスパッタが付着していた。TIG溶接のルート部のような滑らかで平坦な形状は得られなかった。さらに、MIG溶接は高温で制御が難しいため、熱影響部(HAZ)がはるかに大きかった。.
- 失敗: スキッドが稼働を開始した際、同社の厳格な品質管理プロセスにより、洗浄サイクル後にシステム内で細菌の増殖が検出されました。原因はMIG溶接されたチューブ部分にあることが判明しました。溶接部の粗い内面が微細な隙間(バイオクレビス)を作り出し、適切に洗浄・消毒することが不可能だったため、細菌が繁殖する温床となっていたのです。数万ドル相当のスキッド全体を廃棄せざるを得ませんでした。.
- 避けられない教訓: 衛生、半導体、航空宇宙など、純度が要求される用途では、溶接 プロセスは重要な設計です パラメータ。TIG溶接が指定されたのは、見た目のためではなく、洗浄性にとって不可欠な、滑らかで清潔な、隙間のない内部溶接形状を実現するためだった。数時間の作業時間を節約しようとした結果、完成品は完全に失われてしまった。.
見積依頼書でTIG溶接を指定する方法とは?
見積依頼書を送付する際、曖昧さは最大の敵です。このチェックリストを活用して、サプライヤーがあなたの期待を正確に理解していることを確認しましょう。.
- プロセスと標準を指定してください。 「溶接はガスタングステンアーク溶接(GTAW/TIG)方式で行う」と明確に記載してください。該当する場合は、業界標準(例:構造用鋼の場合はAWS D1.1、アルミニウムの場合はAWS D1.2、ステンレス鋼の場合はAWS D1.6)を参照してください。.
- 材料と溶加材の定義: 基材だけでなく、溶加材の合金も明記してください。例:「基材:ステンレス鋼304L。溶加材:ER308L。」“
- 溶接の種類とサイズを指定してください。 図面には、すみ肉溶接、開先溶接など、溶接の種類を示す標準的な溶接記号を使用し、サイズも明記してください。.
- 州の品質および検査要件: これは非常に重要だ。.
- ビジュアル: “「すべての溶接部は、AWS D1.6 セクション 6 に従って、亀裂、気孔、およびアンダーカットがあってはならない。」”
- NDT: 接合部が重要な場合は、非破壊検査を指定してください。「すべての完全溶け込み溝溶接部は、100%浸透探傷試験を実施すること。」(またはX線検査など)。ただし、これにはかなりの費用がかかることに注意してください。.
- 特別な指示を含める: ここで重要な詳細情報を追加します。.
- “「ステンレス鋼管の完全溶け込み溶接には、アルゴンガスによる逆パージが必要です。」”
- “「すべてのステンレス鋼部品には、溶接後の洗浄と不動態化処理が必要です。」”
- “「露出した化粧面において、溶接部の変色が目に見える状態であってはならない。」”
よくある質問
Q: TIG溶接で「10セント硬貨の山」のように見えるのはどういう意味ですか?
A:あの典型的な波紋模様は、溶接工の技術の賜物です。それぞれの「10セント硬貨」は、溶接棒を手動で浸し、トーチを少し前に動かし、この工程を繰り返すことで固まった溶融池です。均一な間隔で積み重なった10セント硬貨は、熟練した安定した溶接技術の証です。.
Q:TIG溶接はMIG溶接よりも強度が高いですか?
A: 必ずしもそうとは限りません。どちらの方法でも適切に溶接すれば、母材の強度要件を満たすことができます。ただし、TIG溶接は一般的により高い強度が得られます。 純度 また、気孔や融合不良などの欠陥も少ない。つまり、理論上の強度を最大限に発揮し、疲労寿命も長くなる可能性が高く、 信頼性のある 重要な用途向け。.
Q:TIG溶接は非常に厚い金属の溶接にも使用できますか?
A:はい、しかし非常に時間がかかり非効率的です。厚い部材(例えば1/2インチ以上)の場合、接合部の基部で完全な溶け込みと純度を確保するために、最初の重要な「ルートパス」にTIG溶接を使用するのが一般的です。その後、MIG溶接やフラックス入りワイヤアーク溶接のような、より高速で溶着量の多い溶接方法で接合部の残りの部分を埋めます。.
結論:TIGは確実性への投資である
TIG(タングステン不活性ガス)は、単なる頭字語以上のものです。それは、意識的なエンジニアリング上の決定を表しています。スピードやコストよりも、品質、精度、信頼性を優先するという選択です。アルミニウムを洗浄する交流電流から、ステンレス鋼の完全性を保護する集中した直流アークまで、TIGのあらゆる側面が、 プロセスは設計されています 制御のため。.
図面でGTAWを指定するということは、卓越した品質を求める要求を伝えるということです。熟練した職人に、その技術の粋を尽くして部品を仕上げてもらうよう依頼しているのです。プロセス、その用途、そして期待値を明確に定義する方法を理解することで、この確実性への投資が最終製品の性能と耐久性に報われることを確実にできます。 エプタハブ, これは、設計意図と製造の現実とのギャップを埋めるために、私たちが日々取り組んでいる詳細なレベルのものです。.
参考文献
AWS D1.6/D1.6M:2017, 「構造溶接規準 ― ステンレス鋼」.







