











工場のフロアに足を踏み入れると EPTAHUB そして、下級オペレーターに尋ねてください。, “「CNCフライス盤は何をするものですか?」”, おそらく彼らはあなたにこう言うでしょう。, “「金属を切断する。」”
過去12年間、サイクルタイムの計算や航空宇宙部品の見積もりに携わってきた製造エンジニアである私に尋ねれば、私の答えは少し違ってくるだろう。 CNCフライス盤は、原材料を高精度で再現性の高い利益へと変換する。.
B2Bハードウェア分野では、空調の効いたオフィスでCADファイルを設計するエンジニアと、それらの部品を購入しようとする調達チームとの間に大きな隔たりがあります。設計者が50万ドルもする5軸フライス盤を必要とする複雑な形状を要求している見積依頼書(RFQ)を毎日目にしますが、簡単な設計変更で、はるかに低コストの基本的な3軸加工機で対応できる場合もあります。.
会社の資本を浪費するのを止めるには、機械筐体内部で何が起こっているのかを正確に理解する必要があります。 CNCフライス加工.
CNCフライス加工とは何ですか?
その機械を理解するには、頭字語を解読する必要がある。. CNCフライス加工とは何ですか?
- CNC(コンピュータ数値制御): 1960年代には、機械工は手動でハンドルを回して切削工具を金属表面に沿って動かす必要があった。今日では、コンピューターがプログラム(Gコードと呼ばれる)を読み取り、サーボモーターを制御して機械部品を極めて精密に動かすことができる。.

- 製粉: これは、切削加工における具体的な機械的プロセスです。フライス加工では、加工対象となる材料の塊(ワークピース)は、頑丈な鋼鉄製の万力で完全に固定されます。切削工具(エンドミル)は、非常に高速(多くの場合、毎分10,000~30,000回転)で回転し、固定された金属に食い込み、材料の切り屑を削り取り、最終的な形状になるまで加工を続けます。.

ソース検証: コンピュータ数値制御と切削加工の基本定義は、普遍的に標準化され、文書化されています。 機械ハンドブック (機械産業における決定版参考マニュアル).
CNCマシンの主な目的
調達マネージャーが検索する場合 “「主な目的は何ですか CNCマシンですか?”, 答えは、3つの産業の柱に集約される。
- 許容誤差(精度): 高品質のCNCフライス盤 EPTAHUB ±0.0005インチ(人間の髪の毛の幅のほんの一部)という公差を維持できます。これは鋳造では実現不可能であり、3Dプリンティングではなおさら不可能です。.
- 材料の完全性: 3Dプリンティング(プラスチックや金属を溶かして積み重ねるため、層間に弱点が生じる)とは異なり、CNCフライス加工は、押し出し成形または鍛造された金属(6061-T6アルミニウムやグレード5チタンなど)の塊から切削加工を行います。最終部品は、原材料の元の引張強度と降伏強度の100%を保持します。.
- 再現性(量産): Gコードが検証されれば、機械は部品番号1と部品番号10,000を全く同じものに製造する。.
CNCフライス加工の主な用途(種類)5つ
複雑な航空宇宙用ブラケットを見ると、それは単一の動作で作られたものではありません。一連の異なる動作を経て作られています。 CNCフライス加工の種類. 購入者として、これら5つの工程を理解しておく必要があります。なぜなら、それぞれの工程には異なるツールが必要となり、最終的な見積もりにかかる時間も異なるからです。.
1. 正面フライス加工(基準面の設定)
製鉄所からアルミニウムや鋼の棒材を仕入れた時点では、完全に平坦ではありません。反りや傷があり、表面が粗い状態です。そこで、まず最初に行うのが正面フライス加工です。超硬インサートを取り付けた大径工具(通常2~4インチ幅)を、原材の表面に沿って滑らせるように加工します。こうすることで、鏡面のように完全に平坦な表面が生まれます。.
- エンジニアリング価値: この平面が、CAD図面上の他のすべての寸法の「基準点」(ゼロ基準点)となります。.
2. プロファイルフライス加工(外周切削)
上面が平らになったら、部品の外形を切削する必要があります。エンドミルを使用してCADモデルの外周をトレースし、材料の底面に達するまで、パスごとに少しずつ切削量を減らしていきます。.
- コストの罠: デザイナーが高さ3インチの部品を作成したが、設計上、 全体 外壁全体を加工するには、非常に長い切削工具を使用する必要があります。長い工具は振動(ビビリ音)するため、機械の稼働速度を大幅に落とす必要があります。機械の稼働速度が遅くなると、部品1個あたりのコストが高くなります。.
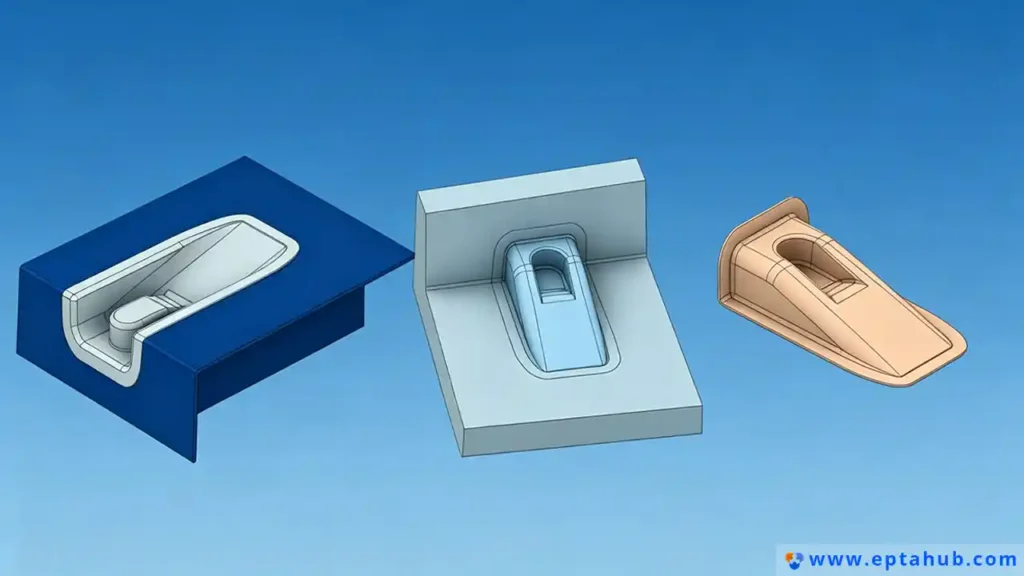
3. ポケットフライス加工(材料を大量に消費する加工法)
部品が浅い箱、筐体、またはトレイのような形状をしている場合は、内部をくり抜く必要があります。これはポケット加工と呼ばれます。 EPTAHUB, ポケット加工が通常、サイクル時間の大部分を占める。.
これを効率的に行うために、当社ではHEM(高効率加工)と呼ばれる技術を採用しています。従来のようにゆっくりと重い切削を行うのではなく、工具を非常に高速で回転させながら、ごく薄い金属片を削り取ります。これにより、工具の破損を防ぎ、熱が加工対象物ではなく、金属片に集中します。.
- ソース検証: 高効率加工(HEM)とチップ薄化計算は、大手切削工具メーカーによって検証された業界標準のツールパス戦略です。 ハーベイツール そして サンドビック・コロマント.
4. 穴あけとねじ切り(穴あけ加工)
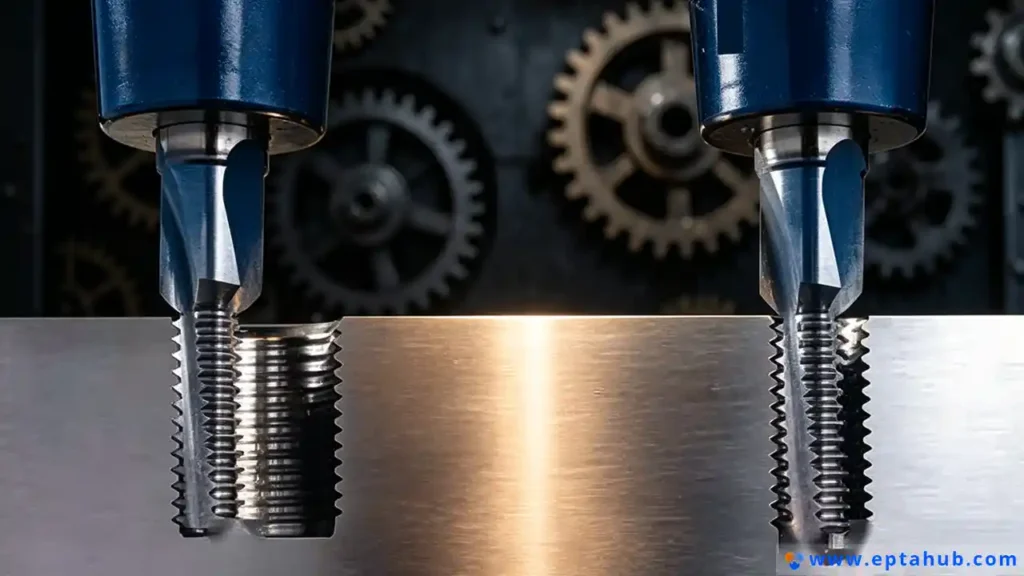
これはまさにその名の通りです。機械がドリルビットを掴んで部品に穴を開け、次にタップ(ねじ切り工具)を掴んで内側にねじ山を切り、組み立てた部品をボルトで固定できるようにします。.
- 購入者向けDFMのヒント: ねじ穴の深さは、ボルトの直径の3倍を超えないようにしてください(例えば、1/4インチのボルトは0.75インチより深くねじ込まないでください)。深いねじ穴は工具破損の最大の原因であり、機械の停止やセットアップコストの急増につながります。.
5. 3Dサーフェスミーリング(複雑な輪郭加工)
製造している場合 プラスチック射出成形金型, 人工物や人間の骨に適合する特殊な医療用インプラントの場合、表面は平坦ではなく、曲線的で有機的な3D形状をしています。当社では「ボールエンドミル」(球状の先端を持つ工具)を使用し、機械にX、Y、Z軸を同時に移動するように指示します。工具は、ごくわずかな量(多くの場合、一度に0.005インチ)ずつ移動し、形状をゆっくりと掃引していきます。.
- 現実: 3Dサーフェス加工には何時間もかかります。部品に空力特性や人間工学的な理由で曲面がどうしても必要でない場合は、曲面を削除してください。平面の2D形状にすることで、単価を半減できます。.
CNCフライス加工と旋削加工の比較
新規ベンダーを探す調達チームがよく混乱する点の1つは、フライス加工と旋削加工の違いです。 “「CNCフライス加工と旋削加工の比較」” たいていの場合、過度に学術的な回答が得られる。.
これがB2B製造現場の現実です。
- CNCフライス加工(フライス盤): 原材料はボルトで固定され、 動かない. 切削工具 スピン. 当社では、角型部品、長方形ブロック、複雑な航空宇宙用ブラケット、電子機器筐体などの製造にフライス加工機を使用しています。.
- CNC旋盤 (旋盤): 原材料はチャックに固定され、 高速で回転する (陶芸用のろくろのようなもの)。切削工具はボルトで固定され、 回転しない; 旋盤は回転する金属に押し込んで削り取るだけのシンプルな仕組みです。当社では、円筒形の部品、例えばシャフト、ピン、特注ワッシャー、航空宇宙用円形フランジなどの加工に旋盤を使用しています。.
なぜそれがあなたにとって重要なのですか?
旋削加工は、フライス加工よりもほぼ常に速く、安価です。円筒形の部品を設計した場合、旋盤で45秒で3.00米ドルで加工できます。同じ円筒形の部品を設計し、底面に四角いフランジを取り付けた場合、標準的な旋盤では加工できなくなります。フライス加工機に移す必要があります。45秒だった加工時間は6分に跳ね上がり、コストは18.00米ドルに跳ね上がります。.
形状が許す限り、常に旋盤加工を前提とした設計を行うべきです。複雑で非対称な形状にする必要がある場合は、フライス盤加工に依頼してください。.
CNCフライス加工のデメリットは何ですか?
3Dプリントされたプロトタイプから量産への移行を試みているハードウェア創業者にコンサルティングを行う際、彼らはしばしば CNC加工 究極の、完璧な製造方法として。確かにCNCフライス加工は比類のない精度と材料強度を提供するが、魔法ではない。.
調達マネージャーとして、あなたは制限を理解しなければなりません。 CNCフライス加工のデメリット予算を確定する前に。.
1. 高額な初期設定費用とNRE費用(「一回限りの」ペナルティ)
CNCフライス加工は「オンデマンド印刷」のようなプロセスではありません。金属片を1つでも切削する前に、プログラマーはCADファイルをインポートし、CAMツールパスを作成し、切削工具を選択し、機械の回転盤に工具をセットし、工具の長さを指定し、バンドソーで原材料を切断し、ワーク保持バイスをセットアップする必要があります。.
この全工程(セットアップと非反復エンジニアリング)には、2時間から6時間かかる場合があります。作業料金が1時間あたり100ドルだとすると、機械が稼働する前にすでに600ドルの人件費が発生していることになります。.
- B2Bの教訓: 部品を1個だけ注文する場合、部品代は600米ドルに加えて機械加工時間が必要です。1,000個注文すれば、600米ドルのセットアップ費用は部品1個あたりわずか0.60米ドルにまで減少します。CNCフライス加工は極めて少量生産にはコストがかかりすぎますが、量産化すれば非常に経済的になります。.
2.幾何学的制約(内側コーナーの問題)
CNCフライス加工では回転する円筒形の工具を使って金属を除去するため、, 完全に鋭角な90度の内角を切断することは物理的に不可能である。.
丸いコインを四角い部屋の隅に押し込もうとする場面を想像してみてください。必ず埋められない隙間ができてしまいます。CNCフライス加工では、内部のポケットや角はすべて、切削工具のサイズに対応した半径を持つことになります。.
CAD設計者が完全に鋭利な内角を要求した場合、放電加工(EDM)やブローチ加工などの二次加工を行う必要が生じ、部品のコストは即座に2倍になります。.
3.材料の無駄が多い(減算的な性質)
CNCフライス加工は切削加工の一種です。例えば、重量2ポンドの航空宇宙用ブラケットを作る場合、10ポンドのアルミニウムの塊から加工を始める必要があるかもしれません。つまり、8ポンドもの高価な原材料を文字通り削り屑に変えていることになります。これらの削り屑はリサイクル可能ですが、原材料の重量に対する初期費用は依然として発生します。インコネルやグレード5チタンといった特殊な材料を加工する場合、こうした材料の無駄は単位経済性に深刻な影響を与える可能性があります。.
ソース検証: 回転切削工具の幾何学的制約(内径問題)と、切削加工に伴う高い材料ロスは、機械工学の基本法則であり、世界中のあらゆる DFM (製造設計) カリキュラムで教えられており、 ASME(米国機械学会).
CNCフライス加工は習得しやすいですか?
オペレーションにおける一般的なGoogle検索 製造業を改革しようとするマネージャーたち 社内とは: “「CNCフライス加工は習得しやすいですか?」” そして “「CNCフライス加工は良い職業ですか?」”
現代のテクノロジー業界には、CNCマシンはコンピューター制御だから誰でも近づいて緑色のボタンを押せば部品を作れる、という危険な誤解が蔓延している。これは根本的に間違っている。.
オペレーター vs. 機械工 vs. プログラマー
学習の難しさを理解するには、工場現場の階層構造を理解する必要がある。
- ボタン操作員(オペレーター): 金属ブロックを万力にセットし、ドアを閉めて緑色の「サイクルスタート」ボタンを押すという手順は非常に簡単です。高校生なら3日もあれば習得できます。しかし、機械から異音がしたり、工具が破損したりした場合、オペレーターはそれをどう直せばいいのか全く分かりません。.
- セットアップ担当機械工: 複雑な設計図の読み方、適切なワーク保持具の選択、万力の位置を0.0001インチ以内の精度で正確に指定する方法、そして部品が公差内に収まるように工具のオフセットを調整する方法を習得するには、2年から5年の専門的な見習い期間が必要です。.
- CAMプログラマー: 3D CADモデルを見極め、様々な金属に対して正確な速度と送り速度(回転数と送り速度)を計算し、50万ドルもする機械をクラッシュさせることなく効率的に部品を切削できるGコードのツールパスを作成するには、5年から10年の集中的なエンジニアリング経験が必要です。.
では、習得は容易なのでしょうか?いいえ。真のCNC加工は応用物理学です。冶金学、熱力学、調和振動(チャタリング)、そして高度な三角法を扱うことになります。この急峻な学習曲線こそが、熟練したCNC加工技術者の高給の理由であり、必要な人材を過小評価するスタートアップ企業にとって、CNCフライス加工を社内に導入することが通常は財政的な大失敗となる理由なのです。.
これがハードウェア企業が頼りにしている理由です EPTAHUB. お客様は単に当社の機械を利用するための料金を支払っているだけではありません。それらの機械を完璧に動作させるために必要な、数十年にわたるエンジニアリングの専門知識に対する料金も支払っているのです。.
EPTAHUBの事例研究:過剰設計の代償
これらの概念をすべてまとめるために、現実世界のシナリオを見てみましょう。 CNCフライス加工の費用 そして、そのプロセスを理解することの重要性。.
昨年、ロボット自動化会社が EPTAHUB 自律型倉庫ロボット用の主要構造シャーシ500台の見積依頼書(RFQ)を受け取った。.
問題点:「デスクトップCAD」的な考え方
クライアントのエンジニアリングチームは、シャーシを6061-T6アルミニウムの巨大な一体型ブロックとして設計した。部品は長さ24インチ、幅18インチで、6面すべてに深いくり抜き加工が施されていた。.
6面すべてに複雑な形状があったため、5軸CNCフライス盤が必要でした。さらに、150ポンド(約68kg)もの巨大なアルミニウムの塊から作られたため、材料費は莫大なものでした。14時間かけて130ポンド(約59kg)もの切削屑を削り取り、ようやく20ポンド(約9kg)のフレームが出来上がるという状況でした。.
この部品の当初の見積もりは1個あたり2,800米ドルでした。クライアントの調達チームは、この見積もりではプロジェクトが破綻するとして却下しました。.
解決策:DFMとアセンブリ
当社のエンジニアリングチームは EPTAHUB 私たちは、DFM(製造性設計)の全面的な見直しを行うために介入しました。そして、このガイドで説明されているまさにその原則について、クライアントに説明を行いました。.
5軸フライス盤で巨大なブロックを1つ削り出す代わりに、シャーシを4つの独立した平板に再設計し、それらをボルトで組み立てるようにしました。.
- マシンのダウングレード: 部品が平面の2次元プレートになったため、50万ドルもする5軸加工機は不要になりました。時間当たりの加工コストがはるかに低い、当社の標準的な高速3軸立形マシニングセンタで加工できるようになったのです。.
- 材料費の節約: 標準厚さのアルミ板材を購入しました。その結果、材料の無駄が130ポンドの切削屑からわずか15ポンドにまで減少しました。.
- 動作速度: 大型で剛性の高い工具を用いて、標準的な正面フライス加工と輪郭フライス加工を実施しました。その結果、サイクルタイムが大幅に短縮されました。.
結果
CNCフライス盤が実際にどのように材料を除去するのかを理解することで、製造時間を75%短縮することができました。.
4枚プレートアセンブリの新しい単価は、2,800米ドルから485米ドルにまで下がりました。500台の納品を無事完了し、お客様の生産コストを115万米ドル以上削減することができました。.
よくある質問:CNCフライス加工に関する質問
1. CNC加工の平均コストはいくらですか?
これは製造業において最もよくある質問ですが、答えるのは不可能です。CNCフライス加工の価格は重量ではなく、時間で決まります。4つの穴が開けられた単純なアルミニウムブロックであれば、15米ドルかかるかもしれません。12時間の5軸フライス加工が必要な複雑なチタン製航空宇宙用インペラであれば、4,000米ドルかかるかもしれません。正確なコストを知る唯一の方法は、STEPファイルを送信して EPTAHUB 正式なサイクルタイム分析のため。.
2. CNCフライス盤は焼入れ鋼を切削できますか?
はい。 アルミニウムなどの金属 真鍮や真鍮だけでなく、剛性スピンドルと特殊なセラミックまたはコーティングされた超硬エンドミルを備えた最新のCNCフライス盤は、55 HRC(ロックウェル硬度)を超える工具鋼(D2やH13など)を容易に「ハードミル加工」できます。 射出成形金型 製造される。.
3. CNCフライス加工における「セットアップ」とは何ですか?
「セットアップ」とは、機械内での部品の向きを指します。標準的な3軸フライス盤では、材料の上面しか切削できません。部品の底面に穴が開いている場合、機械を停止し、オペレーターがドアを開け、部品のクランプを外し、上下を反転させ、再度クランプして、2回目のプログラムを実行する必要があります。これを「セットアップ2」と呼びます。部品を反転させるために人が触れるたびに、単位コストが増加します。優れた設計は、セットアップを最小限に抑えます。.
4. CNCフライス加工ではなぜ冷却液を使用するのですか?
超硬工具を毎分10,000回転で鋼材に通すと、摩擦によって大量の熱が発生します。この熱を放置すると、金属の切りくずが工具に溶着し、カッターが瞬時に破損します。そこで、機械は切削領域に高圧の水と合成油の混合液(クーラント)を噴射します。これにより、工具を急速に冷却するとともに、切りくずをポケットから勢いよく洗い流し、工具が切りくずを再切削するのを防ぎます。.
結論:推測はやめて、エンジニアリングを始めよう
理解 CNCフライス盤の機能 これは単なる学術的な演習ではありません。調達マネージャー、ハードウェア企業の創業者、サプライチェーンの幹部にとって、これは財務的に生き残るための重要なスキルです。.
チームが設計するCADのあらゆる機能――深いポケット、鋭い内角、特殊な材料の選択など――は、工場現場でのスピンドル稼働時間、工具の摩耗、そして米ドル建てのコストに直接影響します。.
CADファイルを加工工場に投げ込んで、良い価格で加工してもらえることを期待する時代は終わりました。現代のB2Bハードウェア市場で生き残るには、切削加工に特化した設計が不可欠です。標準工具を活用し、段取り時間を最小限に抑え、平面基準面を利用する必要があります。.
もし現在の取引先が、理由も説明せずに法外な見積もりを送ってくるだけなら、あなたは間違ったパートナーと取引していることになります。.
で EPTAHUB, 私たちは単にボタンを押して金属を切断するだけではありません。お客様のエンジニアリング部門と当社の工場現場との間のギャップを埋める役割を担います。お客様のCADファイルを詳細に分析し、厳格なDFM(設計製造性)原則を適用し、ツールパスを最適化することで、当社のCNCフライス盤が稼働を開始した際に、お客様のサプライチェーンにとって最大限の価値を生み出すことを保証します。.
最適化されていないデザインが予算を左右するのをやめましょう。3Dファイルを送信してください。 EPTAHUB 本日、弊社のエンジニアリングチームが、CNCフライス加工が本来どのように機能するべきかをご説明いたします。.






