EPTAHUB는 선택하신 제조 방식에 맞춰 설계를 최적화하는 데 도움이 되는 다양한 설계 가이드를 제작했습니다. 중요한 팁과 기술을 얻으려면 이 자료들을 참고하십시오.


맞춤형 금속 및 플라스틱 가공 부품에 대한 실시간 가격 견적 | 며칠 내 시제품 및 양산 부품 제작 | 국제 시제품 가격에 관세 포함 | ISO 9001:2015, ISO 13485, IATF 16949:2016, AS9100D 표준 인증 획득; ITAR 등록 업체.



맞춤형 플라스틱 성형 시제품 및 양산 배치에 대한 자동 견적 | 거의 무제한의 재료 및 마감 선택 가능 | 모든 주문에 전문 엔지니어링 평가 및 프로젝트 관리 포함





레이저 절단 또는 워터젯 절단 부품에 대한 즉시 가격 견적 제공 | 최소 주문 수량 없음 | 며칠 내 부품 수령 가능 | 국제 시제품 가격에 관세 포함 | 최대 35% 더 저렴한 가격과 30% 더 빠른 납기 제공

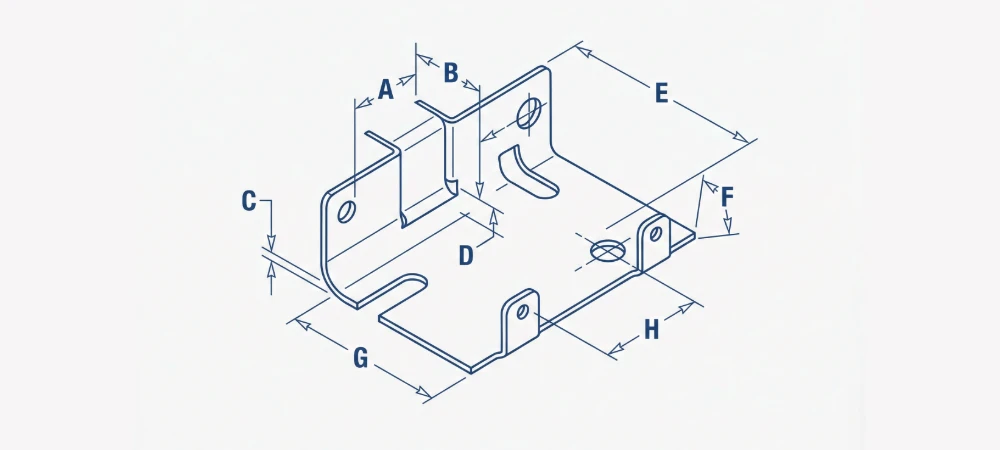
다음은 별도의 허용 오차가 지정되지 않은 경우 EPTAHUB의 표준 허용 오차입니다. 치수가 기재된 도면과 명확한 허용 오차 요구 사항을 제공해 주시면 수동 검토를 통해 더욱 엄격한 허용 오차를 적용할 수 있습니다.

맞춤형 판금 부품에 대한 실시간 가격 견적 | 시제품 및 양산 부품 며칠 내 제공 | 국제 시제품 가격에 관세 포함 | ISO 9001:2015, ISO 13485, IATF 16949:2016, AS9100D 표준 인증 획득; ITAR 등록 업체.