











No departamento de engenharia da eptahub.com, a precisão é tudo. Quando um projetista júnior ou um novo responsável pelas compras entra no meu escritório e pergunta, “Qual o significado de FDM?”, Minha primeira reação é sempre: “De que setor você está falando?”
Em seguida, como engenheiro mecânico, irei aprofundar-me na aplicação física mais revolucionária da sigla: Modelagem por Deposição Fundida (Impressão 3D). Vamos desvendar os princípios físicos da extrusão de termoplásticos, examinar as fragilidades matemáticas da manufatura aditiva e explicar como utilizamos a tecnologia FDM para evitar os altos custos de ferramental na linha de produção.
O que significa FDM?
Se você não atua no setor de fabricação mecânica, veja exatamente como o seu setor define o termo.
1. Tecnologia da Informação e Telecomunicações
- O que significa FDM em redes de computadores? Multiplexação por Divisão de Frequência.
- A realidade da engenharia: Essa é uma tecnologia fundamental de telecomunicações. Trata-se do processo de pegar um único meio físico de transmissão (como um fio de cobre ou um cabo de fibra óptica) e dividir sua largura de banda total em múltiplas faixas de frequência distintas e não sobrepostas. Cada faixa transporta um sinal separado. É exatamente assim que sua televisão recebe centenas de canais diferentes através de um único cabo coaxial sem que os sinais colidam.
2. Empresas Corporativas e Software
- Qual o significado de FDM nos negócios? Gestão de Dados Financeiros (ou Gestão de Dados de Campo).
- A realidade da engenharia: Se alguém perguntar O que significa FDM em Workday? (uma plataforma de software de RH e finanças de grande porte) ou O que significa FDM em finanças?, Eles estão se referindo à arquitetura usada para consolidar, mapear e auditar dados financeiros em sistemas globais distintos antes que cheguem a um livro-razão geral. Da mesma forma, O que significa FDM em marketing? ou O que significa FDM no varejo? Geralmente se refere ao Gerenciamento de Dados de Campo — o rastreamento logístico de métricas de vendas em campo ou da distribuição de estoque.
3. Entretenimento e Jogos
- O que significa FDM no Fortnite ou o que significa FDM em jogos? Meta de Primeiro Drop (ou ocasionalmente, Combate Mortal Gratuito).
- A realidade da engenharia: Sou engenheiro mecânico, não jogador profissional. No entanto, em análise de jogos, FDM (Flight Destroyer Model) geralmente se refere à estratégia de posicionamento dos jogadores no início de uma partida de battle royale para otimizar a coleta de recursos.
Agora que isolamos com sucesso as definições de software e telecomunicações, dedicaremos o restante deste guia técnico à definição física, relacionada à fabricação.
O Núcleo Mecânico: O que significa FDM na Impressão 3D?
Quando um engenheiro mecânico pergunta O que significa FDM na impressão 3D?, a resposta é Modelagem por Deposição Fundida.
Inventada por S. Scott Crump no final da década de 1980 (que posteriormente fundou a Stratasys), a FDM é a tecnologia de manufatura aditiva mais utilizada no mundo.
- Nota legal: A Stratasys registrou amplamente a sigla "FDM" como marca registrada. Portanto, para evitar processos judiciais, a comunidade de código aberto (como o projeto RepRap) cunhou o termo. FFF (Fabricação por Filamento Fundido). Do ponto de vista da engenharia e da física, FDM e FFF são exatamente o mesmo processo mecânico.
A Física da Manufatura Aditiva por FDM
A FDM não utiliza lasers, tanques de resina tóxica ou pós metálicos. Ela se baseia na termodinâmica de mudança de fase dos plásticos de engenharia padrão.
Segue abaixo a sequência mecânica exata de funcionamento de uma máquina FDM:
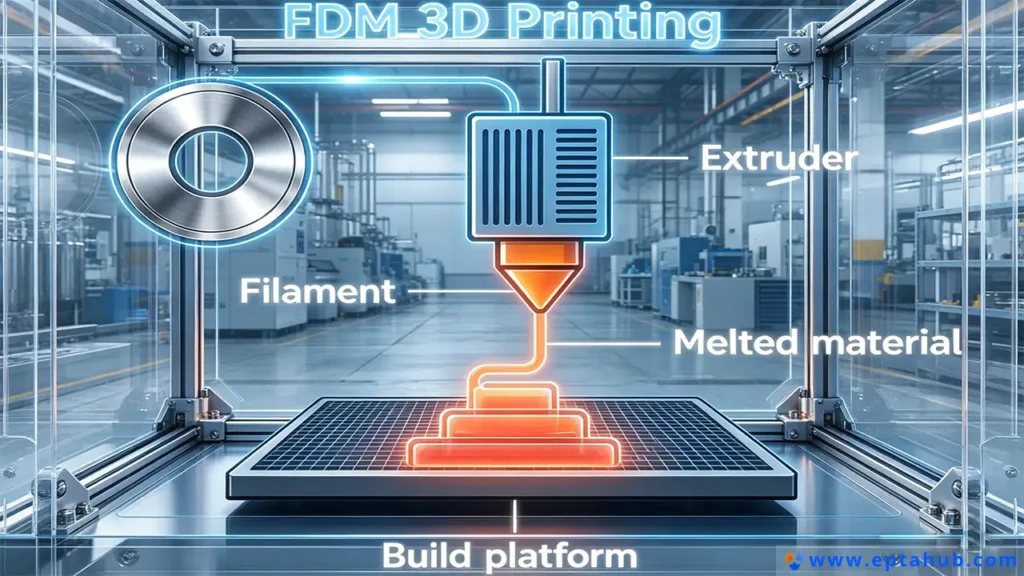
- A matéria-prima: Um carretel contínuo de filamento termoplástico sólido (normalmente com 1,75 mm ou 2,85 mm de diâmetro) é alimentado na máquina. Os materiais comuns incluem PLA, ABS, PETG e ULTEM de grau aeroespacial.
- Extrusora e Hotend: Um motor de passo (a extrusora) agarra fisicamente o filamento e o empurra para dentro de uma câmara térmica projetada matematicamente (o hotend). O hotend é eletricamente alimentado. aquecido a uma temperatura precisamente acima do material Temperatura de transição vítrea (Tg) e entra em sua fase de fusão (normalmente entre 200°C e 300°C).
- O Bocal: O plástico viscoso e fundido é forçado através de um bocal microscópico de latão ou aço endurecido (normalmente com 0,4 mm de diâmetro).
- Deposição cinemática: O pórtico CNC da impressora move o bico nos eixos X e Y, "desenhando" uma seção transversal 2D do modelo CAD em uma plataforma de construção.
- Empilhamento no eixo Z: Após a impressão de uma camada, a plataforma de impressão desce (ou a cabeça de impressão sobe) no eixo Z por uma fração de milímetro (por exemplo, 0,2 mm). A máquina imprime a camada seguinte diretamente sobre a anterior. O calor da nova camada derrete a camada inferior, fundindo-as termicamente.
Matriz de Engenharia: FDM vs. Tecnologias Alternativas de Impressão 3D
Para realmente entender Qual o significado de FDM? Em um ambiente fabril, é preciso compreender suas limitações em comparação com outros processos de manufatura aditiva. Não utilizamos a tecnologia FDM para tudo. Na eptahub.com, selecionamos a tecnologia com base em rigorosos requisitos mecânicos.
| Parâmetro de engenharia | FDM (Modelagem por Deposição Fundida) | SLA (Estereolitografia) | SLS (Sinterização Seletiva a Laser) |
|---|---|---|---|
| Estado do Material Primário | Bobinas de termoplástico sólido | Resina fotopolimérica líquida | Pó de polímero microscópico |
| Gatilho de mudança de fase | Fusão térmica (calor) | Cura fotoquímica (laser UV) | Fusão Térmica (Laser Infravermelho) |
| Tolerância Dimensional | Moderado (± 0,2 mm) | Extremamente alto (± 0,05 mm) | Alto (± 0,1 mm) |
| Isotropismo mecânico | Anisotrópico (Fraco no eixo Z) | Isótropo (resistência uniforme) | Isótropo (resistência uniforme) |
| Geometria interna | Requer estruturas de suporte destacáveis. | Requer estruturas de suporte destacáveis. | Autossustentável (Não necessita de suportes) |
| Uso industrial primário | Dispositivos de fixação, gabaritos, protótipos estruturais | Modelos estéticos de alta qualidade, moldes | Peças complexas e funcionais para uso final |
A maior fraqueza do FDM: Anisotropia no eixo Z
O conceito de engenharia mais crítico que você precisa entender sobre FDM é Anisotropia.
Se você pegar um bloco sólido de plástico ABS moldado por injeção, ele é Isótropo. Isso significa que sua resistência mecânica é idêntica, independentemente da direção em que você puxar.
Uma peça FDM é Anisotrópico. Como a peça é construída empilhando cilindros microscópicos de plástico semifundido uns sobre os outros, a ligação entre As camadas (o eixo Z) são muito inferiores ao filamento plástico contínuo. dentro de a camada (os eixos X e Y).
Se você testar a resistência à tração de uma peça fabricada por FDM, ela poderá suportar 40 Megapascals (MPa) de força quando tracionada ao longo dos eixos X/Y. Mas se você a puxar verticalmente (ao longo do eixo Z), ela poderá quebrar com apenas 15 MPa, porque as camadas simplesmente se delaminam (se separam).
Estudo de Caso de Engenharia: O Gabarito de Montagem Quebrado
Para ilustrar a importância crucial de compreender a cinemática da FDM, vamos analisar uma falha que ocorreu em nossa divisão de montagem na eptahub.com.
O cenário: Estávamos fabricando um lote de grande volume de coletores pneumáticos de alumínio. Para agilizar o processo de montagem manual, um funcionário júnior foi designado para a função. projeto de engenheiro um gabarito de fixação personalizado em forma de U. Para economizar o custo de $2.000 e o prazo de entrega de 3 semanas de usinagem CNC Como o gabarito era feito de alumínio, eles optaram corretamente por imprimi-lo em 3D usando nosso sistema industrial FDM com nylon reforçado com fibra de carbono (PA-CF).

O fracasso: O engenheiro júnior enviou o arquivo STL para a impressora FDM. A impressora automaticamente posicionou o gabarito em forma de U na horizontal (para minimizar a necessidade de estruturas de suporte) e o imprimiu.
Na linha de produção, um técnico de montagem colocou o pesado coletor de alumínio no gabarito em forma de U e o apertou firmemente. O braço direito do gabarito em forma de U quebrou imediatamente sob a força de cisalhamento.
A causa raiz em engenharia:
O engenheiro júnior tratou a peça fabricada por FDM como se fosse um bloco isotrópico de metal. Ele não levou em consideração a fragilidade no eixo Z.
Como a peça foi impressa deitada de costas, as camadas de plástico ficaram perfeitamente horizontais. Quando o técnico aplicou uma força de compressão contra o braço vertical do "U", a força de cisalhamento foi direcionada exatamente ao longo do ponto mais frágil da peça: as linhas de adesão entre as camadas (o eixo Z). As camadas simplesmente se separaram por cisalhamento.
A solução:
Não alteramos o design nem o material. Simplesmente mudamos o Orientação de impressão.
Pedi ao técnico para refazer o fatiamento do código G, girando o gabarito em forma de U 90 graus para que a impressão fosse feita na vertical, de lado. Agora, os filamentos contínuos e incrivelmente resistentes de nylon com fibra de carbono extrudada (eixos X/Y) percorriam os braços do "U" de forma contínua.
Ao ser recolocada na linha de montagem, a força de fixação agora empurrava a peça. contra as fibras contínuas, em vez de tentar separar as camadas. A peça resistiu a milhares de ciclos de montagem sem uma única microfratura.
Ao utilizar a tecnologia FDM, você não está apenas projetando a geometria da peça; você está ativamente projetando a estrutura microscópica interna dos grãos do polímero.
A dinâmica de fluidos do FDM: vazão volumétrica
O erro mais comum cometido por operadores de máquinas iniciantes é tentar diminuir o tempo de produção simplesmente aumentando a variável "Velocidade de Impressão" em seu software de fatiamento (por exemplo, alterando de 50 mm/s para 150 mm/s). Inevitavelmente, o motor de passo da extrusora começa a fazer cliques violentos, o filamento se rompe e a máquina trava.
Eles não conseguem compreender o gargalo físico absoluto da FDM: Taxa de fluxo volumétrico (mm³/s).
O hotend de uma impressora (a zona de fusão térmica) tem uma capacidade máxima de transferência de energia térmica para um polímero sólido em um determinado segundo. Se você alimentar a zona de fusão com plástico sólido mais rápido do que o cartucho de aquecimento consegue derretê-lo, o plástico sólido atinge a abertura microscópica do bico e age como uma rolha.
Para evitar falhas catastróficas de impressão, restringimos matematicamente a velocidade de nossas máquinas usando esta fórmula rigorosa:
Taxa de fluxo volumétrico = Altura da camada (mm) × Largura de extrusão (mm) × Velocidade de impressão (mm/s)
- Exemplo: Se estivermos imprimindo uma peça de ABS com uma altura de camada de 0,2 mm, uma largura de extrusão de 0,4 mm e uma velocidade de 100 mm/s.
0,2 × 0,4 × 100 = 8,0 mm³/s. - Se o hotend específico da nossa máquina tiver uma capacidade máxima de fusão de 12,0 mm³/s, a impressão será bem-sucedida. Se o operador tentar aumentar a velocidade para 200 mm/s, a taxa de fluxo necessária passa a ser de 16,0 mm³/s. O hotend não conseguirá fundir o plástico a tempo, resultando em subextrusão e falha estrutural total da peça.
Termodinâmica: Vencendo a Contração Térmica e a Deformação
Quando os engenheiros passam da impressão em PLA básico para termoplásticos de alta resistência de nível industrial, como policarbonato (PC), ABS ou ULTEM, eles se deparam com uma dura realidade termodinâmica: o coeficiente de expansão térmica (CTE).
Os plásticos expandem-se quando aquecidos e contraem-se quando arrefecidos. Na FDM, depositamos uma linha de plástico a 260 °C sobre uma camada anterior que já arrefeceu a 90 °C.
- À medida que a nova camada superior esfria, ela encolhe matematicamente.
- Como está termicamente fundida à camada mais fria e já contraída abaixo dela, essa contração diferencial cria uma enorme tensão de cisalhamento interna.
- À medida que essas tensões se acumulam camada por camada, a força literalmente dobra o plástico, puxando violentamente os cantos da peça para fora da plataforma de construção. Isso é conhecido como Deformação ou Ondulação.
No mercado de entusiastas, as pessoas tentam resolver isso espalhando cola na plataforma de impressão. Na engenharia industrial, resolvemos isso com termodinâmica.
As verdadeiras máquinas industriais de FDM não dependem apenas de plataformas de construção aquecidas; elas utilizam Câmaras de construção com aquecimento ativo. Todo o envelope atmosférico dentro da máquina é aquecido a uma temperatura precisamente abaixo da temperatura de transição vítrea do material (TgPara o ABS, a câmara é mantida exatamente a uma temperatura entre 80°C e 90°C.
Ao manter o todo parte impressa Em estado de equilíbrio térmico, impedimos que o plástico se contraia durante a impressão. Somente após a conclusão da última camada, iniciamos uma sequência de resfriamento controlada e matematicamente calculada (recozimento) para resfriar lentamente a peça até a temperatura ambiente, fixando permanentemente as cadeias de polímero sem induzir deformação.
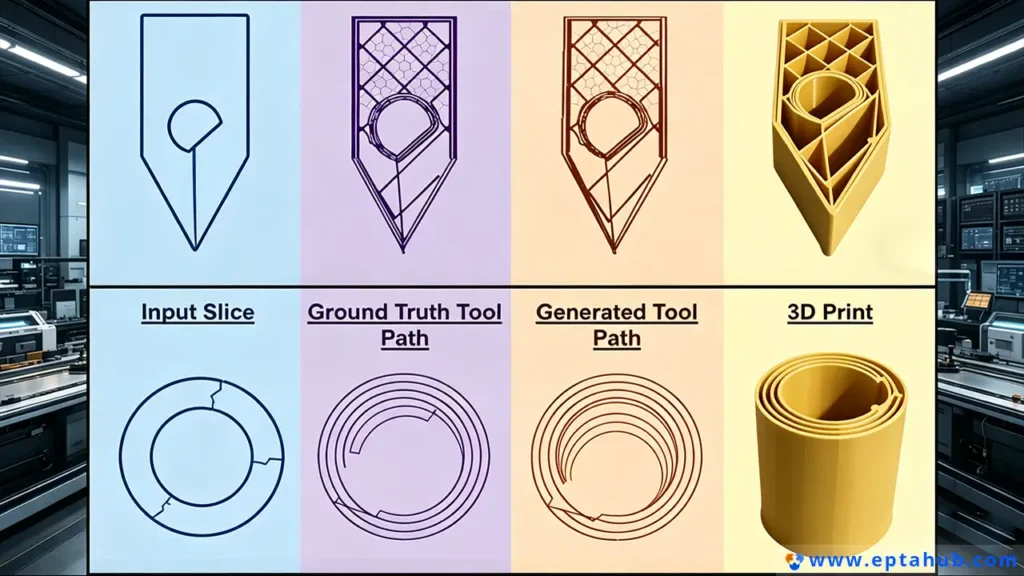
Geração de código G: Engenharia da estrutura interna
Diferente Fresagem CNC, Na FDM, onde se parte de um bloco sólido de alumínio, trata-se de um processo aditivo. Isso nos permite fazer algo estruturalmente impossível na usinagem tradicional: podemos ditar a geometria celular interna de um sólido fechado.
Ao gerar o percurso da ferramenta (código G) para uma peça FDM, os engenheiros devem definir dois parâmetros estruturais críticos: Perímetros (Cascas) e Preenchimento.
A Falácia do Preenchimento
Um equívoco comum é que, para tornar uma peça FDM mais resistente, é necessário imprimi-la completamente sólida (preenchimento 100%). Isso representa um desperdício de tempo de engenharia, matéria-prima e dinheiro.
Em mecânica estrutural (especificamente quando se trata de momentos fletores e vigas I), o material mais próximo do eixo neutro central realiza muito pouco trabalho. Todas as tensões extremas de tração e compressão ocorrem nas superfícies externas da peça.
O Mandato do Perímetro
Em vez de aumentar o preenchimento interno para 100%, aumentamos o número de Perímetros externos (as paredes sólidas que formam a camada externa da peça).
- Uma peça com 2 perímetros e preenchimento sólido de 100% levará 14 horas para ser impressa e quebrará sob uma carga de 50 kg.
- Uma peça com 6 perímetros sólidos e apenas um preenchimento interno Gyroid (celular 3D) 20% levará 6 horas para ser impressa, usará metade do material e suportará uma carga de 75 kg.
Na eptahub.com, projetamos nossos perfis FDM para maximizar a espessura da parede perimetral, absorvendo impactos localizados e forças de cisalhamento cinéticas, utilizando um preenchimento interno esparso exclusivamente para suportar os telhados horizontais voltados para cima durante o processo de impressão.
O veredicto do engenheiro
Quando você pergunta O que significa FDM?, Você está perguntando sobre a ferramenta mais disruptiva na engenharia mecânica moderna.
A Modelagem por Deposição Fundida (FDM) não é uma fórmula mágica que replica perfeitamente arquivos CAD. Trata-se de um processo de fabricação altamente volátil e anisotrópico, regido pela dinâmica de fluidos, contração térmica e física de adesão de camadas.
Quando utilizada incorretamente por operadores sem treinamento, a tecnologia produz brinquedos de plástico frágeis, deformados e inúteis. Mas quando seus princípios termodinâmicos são rigorosamente controlados, a FDM permite que uma empresa de engenharia economize dezenas de milhares de dólares em custos de ferramentas, produzindo gabaritos, dispositivos de fixação e peças finais complexas, leves e reforçadas com fibra de carbono em questão de horas, em vez de semanas.
Respeite as linhas de camada, oriente as peças contra as forças de cisalhamento e controle matematicamente o fluxo volumétrico.
Referências
Para garantir que seu aditivo Os processos de fabricação estão alinhados com os padrões industriais globais. Para obter informações sobre terminologia e outros assuntos, consulte as seguintes fontes definitivas:
1.ASME Y14.46-2022 (Definição de Produto para Manufatura Aditiva)
Uma norma essencial para engenheiros mecânicos. Ela fornece as regras rigorosas de GD&T (Dimensionamento e Tolerância Geométrica) para definir corretamente as orientações das camadas, as estruturas de preenchimento e as propriedades anisotrópicas dos materiais em um desenho técnico 2D enviado para uma instalação de impressão 3D por FDM (Modelagem por Elementos Finitos).
Link: ASME.org







