











Bonjour, je suis ingénieur senior chez Eptahub. Au cours de mes douze années d'expérience en atelier et en réunions de revue de conception, j'ai constaté que certains procédés de fabrication sont universellement compris, tandis que d'autres restent entourés de mythes et d'idées reçues. Le brasage appartient sans conteste à cette seconde catégorie.
De nombreux ingénieurs la perçoivent comme une sorte de “ super-soudure ” ou de “ soudure plus faible ”. Ce malentendu peut entraîner des occasions manquées de créer des assemblages plus légers, plus résistants et plus économiques. À l'inverse, un joint brasé mal spécifié peut être à l'origine de défaillances catastrophiques sur le terrain.
Ce guide a pour but de démystifier le brasage et de l'intégrer à votre panoplie d'outils comme une technique d'assemblage fiable, prévisible et incroyablement polyvalente. Nous n'allons pas nous contenter de la définir. Nous allons la décortiquer, examiner chaque composant et chaque étape, et vous donner les clés pour la maîtriser. connaissances pratiques dont vous avez besoin pour concevoir pour cela et, tout aussi important, pour se le procurer efficacement.

Voici ce que nous allons aborder, du point de vue d'un ingénieur :
- La physique du brasage : Nous irons au-delà du dictionnaire pour comprendre la capillarité et pourquoi les métaux de base ne le faites pas fondre.
- Anatomie de l'articulation : Analyse approfondie des trois acteurs clés : métaux de base, métaux d’apport et flux.
- Guide étape par étape : Les six étapes critiques d'une opération de brasage réussie, et les points où les choses tournent le plus souvent mal.
- Brasage vs soudage vs brasage : Une comparaison claire et pratique pour vous aider à prendre la bonne décision à chaque fois.
- Visite guidée des méthodes de brasage industriel : Du savoir-faire artisanal avec un chalumeau à la précision de haute technologie d'un four sous vide.
- Concevoir pour réussir : Comment créer des joints solides, fiables et faciles à fabriquer.
- S'approvisionner en toute confiance : Une liste de contrôle détaillée pour créer une demande de devis qui vous permette d'obtenir des devis précis et d'éliminer toute ambiguïté.
Commençons par établir des bases solides comme le roc.
Le principe fondamental : comment fonctionne réellement le brasage
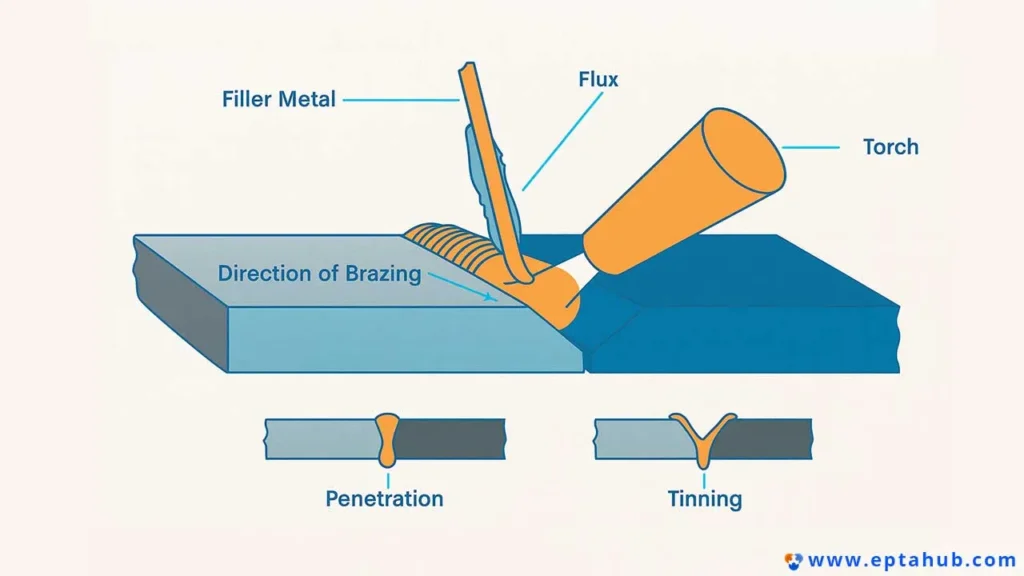
Le brasage est essentiellement un procédé d'assemblage de métaux où un métal d'apport est chauffé au-dessus de son point de fusion et réparti entre deux ou plusieurs pièces étroitement ajustées. action capillaire. C'est le concept le plus important à comprendre.
Analysons les trois conditions non négociables fixées par l'American Welding Society (AWS) :
- Les métaux de base sont chauffés, mais jamais fondus. C’est la différence fondamentale entre le brasage et le soudage. En soudage, on crée une fusion en faisant fondre les bords des matériaux de base, ce qui forme une pièce unique et continue. En brasage, l’intégrité des métaux de base est préservée. On crée en quelque sorte une “ colle ” métallurgique à haute résistance qui lie les matériaux entre eux. Cette température plus basse est à l’origine de nombreux avantages clés du brasage, notamment une faible déformation.
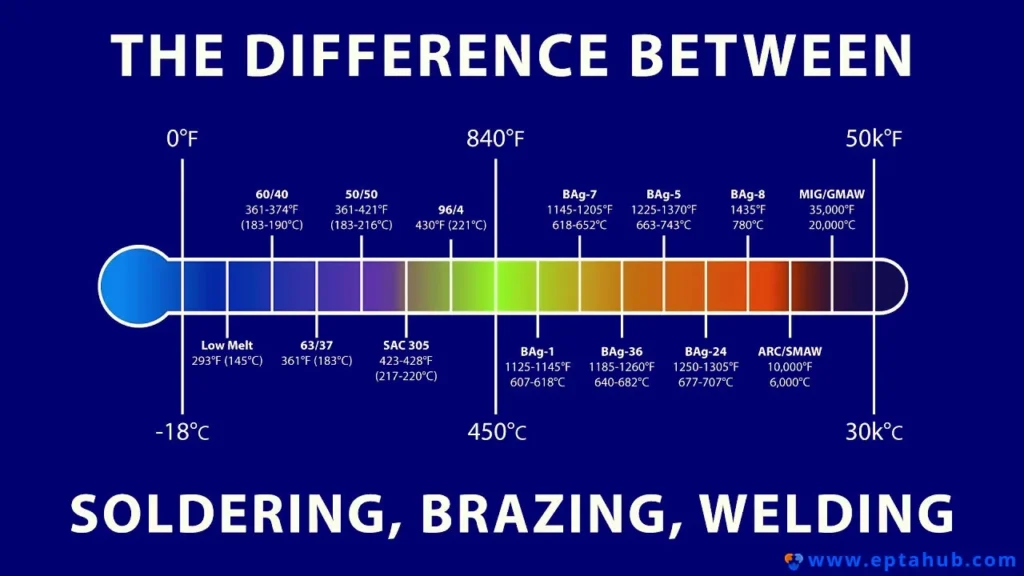
- Le métal d'apport fond au-dessus de 450 °C (840 °F). Ce seuil de température constitue la limite arbitraire, mais universellement acceptée, qui sépare le brasage du soudage tendre, procédé qui s'effectue à plus basse température. Les alliages utilisés en brasage sont des matériaux d'ingénierie de haute qualité — argent, cuivre, nickel, voire alliages à base d'or — qui permettent de réaliser des joints d'une résistance exceptionnelle.
- Le métal d'apport s'écoule par capillarité. Voilà le secret. La capillarité est la tendance d'un liquide à se concentrer dans un petit espace, même contre la gravité. C'est le même phénomène qui fait remonter l'eau le long d'une feuille de papier absorbant. Pour que cela se produise lors du brasage, deux conditions sont essentielles : les surfaces doivent être parfaitement propres et l'écart entre les pièces (le “ jeu de joint ”) doit être contrôlé avec précision. Le métal d'apport fondu “ mouille ” les surfaces chaudes du métal de base et la tension superficielle l'attire profondément dans le joint, assurant ainsi une liaison complète et uniforme.
Lorsque ces trois conditions sont réunies, on obtient un joint brasé non seulement étanche, mais aussi structurellement solide. Dans de nombreux cas, un joint brasé correctement conçu peut être plus résistant que les métaux de base eux-mêmes.
Anatomie d'un joint brasé : les trois éléments clés
Chaque joint brasé est un système composé de trois éléments. La défaillance de l'un d'eux entraîne la défaillance de l'ensemble du système.
Les métaux de base
Voici les composants que vous assemblez. Le principal atout du brasage est sa capacité à assembler une grande variété de métaux différents, ce qui est souvent difficile, voire impossible, avec le soudage. Les métaux de base courants que l'on rencontre chez Eptahub inclure:
- Aciers : L'acier au carbone, l'acier allié (comme le 4140) et les aciers inoxydables (304, 316) sont tous facilement brasés.
- Le cuivre et les alliages de cuivre : Cela inclut le cuivre pur, le laiton et le bronze. Ce sont parmi les matériaux les plus faciles à braser.
- Alliages de nickel : Des matériaux comme le Monel et l'Inconel sont souvent brasés pour les applications à haute température ou en milieu corrosif.
- Carbures : Une application classique du brasage consiste à assembler une pointe en carbure de tungstène à une tige d'outil en acier pour les outils de coupe ou les pièces d'usure.
L'essentiel est de connaître les propriétés de vos métaux de base, car la température de brasage peut affecter leur traitement thermique ou leur état d'écrouissage.
Les métaux d'apport
Il s'agit de l'alliage qui fond et s'écoule dans le joint. Ce n'est pas un matériau unique ; les métaux d'apport se déclinent en des dizaines de formulations standard, chacune présentant une combinaison unique de température de fusion, de résistance, de ductilité, de résistance à la corrosion et de coût. Ils sont généralement spécifiés par une classification AWS, telle que “ BAg-7 ” ou “ BCuP-5 ”.
Voici les principales familles :
- Produits de remplissage à base d'argent (série BAg) : Ce sont les alliages les plus polyvalents et les plus utilisés. Ils présentent des points de fusion relativement bas, d'excellentes propriétés d'écoulement et permettent de réaliser des joints résistants et ductiles sur la plupart des métaux (aciers, cuivres, nickel). La teneur en argent constitue un facteur de coût important.
- Charges à base de cuivre (série BCu) : Ce groupe comprend le cuivre pur et les alliages cuivre-phosphore.
- Cuivre pur (BCu-1) : Principalement utilisé pour le brasage de l'acier au four en atmosphère réductrice. Il est très économique.
- Cuivre-phosphore (série BCuP) : Ce produit est indispensable pour l'assemblage cuivre-cuivre dans les secteurs du chauffage, de la ventilation, de la climatisation et de la plomberie. Le phosphore qu'il contient agit comme fluxant, ce qui évite l'utilisation de flux supplémentaire pour les joints cuivre-cuivre. Avertissement crucial : Ces produits de comblement devraient jamais ne doivent pas être utilisés sur des alliages ferreux (acier) ou de nickel, car ils peuvent former des phosphures fragiles et provoquer une défaillance des joints.
- Charges aluminium-silicium (série BAlSi) : Utilisés spécifiquement pour le brasage des alliages d'aluminium, ils possèdent une plage de fusion très étroite, juste en dessous du point de fusion des métaux de base en aluminium, ce qui exige un contrôle de température extrêmement précis.
- Charges à base de nickel (série BNi) : Utilisés pour des applications à haute température et haute résistance, comme dans les moteurs aérospatiaux ou pour l'assemblage d'aciers inoxydables exposés à la corrosion, ils conservent une excellente résistance à haute température.
- Produits de remplissage à base d'or (série BAu) : Ce sont des charges de spécialité coûteuses, utilisées dans les applications aérospatiales et médicales où une fiabilité, une résistance à l'oxydation et une ductilité suprêmes sont requises.
Le flux
Si les surfaces ne sont pas parfaitement propres, le métal d'apport ne les mouillera pas et le joint échouera. Le flux est essentiel à une bonne brasure. C'est un composé appliqué sur le joint avant chauffage qui remplit trois fonctions critiques :
- Il dissout les oxydes de surface. Même une pièce fraîchement nettoyée présente une fine couche d'oxyde invisible. Le flux élimine chimiquement cette couche par chauffage de la pièce.
- Il empêche la réoxydation. Lorsqu'on chauffe la pièce à l'air libre, elle tend à former de nouveaux oxydes plus épais. Une couche de flux protège la zone de jonction de l'atmosphère.
- Elle favorise l'humidification. En fournissant une surface propre et exempte d'oxyde, le flux aide le métal d'apport fondu à s'étaler et à s'écouler en douceur dans le joint.
Les flux se présentent sous forme de pâte, de poudre et de liquide et doivent être adaptés aux métaux de base, au métal d'apport et à la plage de températures de brasage. Par exemple, un flux conçu pour le brasage à l'argent de l'acier ne conviendra pas au brasage de l'aluminium. Après le brasage, il est absolument essentiel d'éliminer tout résidu de flux, car la plupart sont corrosifs et peuvent attaquer le joint à la longue.
Le seul moment où vous pouvez généralement éviter le flux est pendant brasage au four dans une atmosphère contrôlée (comme le vide ou l'hydrogène pur), où l'atmosphère elle-même empêche l'oxydation.
Le processus de brasage étape par étape : présentation des six étapes
Un joint brasé parfait est le fruit d'un processus rigoureux et séquentiel. En tant qu'ingénieur chargé de l'approvisionnement d'un assemblage brasé, la compréhension de ces étapes vous permet d'apprécier les facteurs influençant le coût et la qualité.
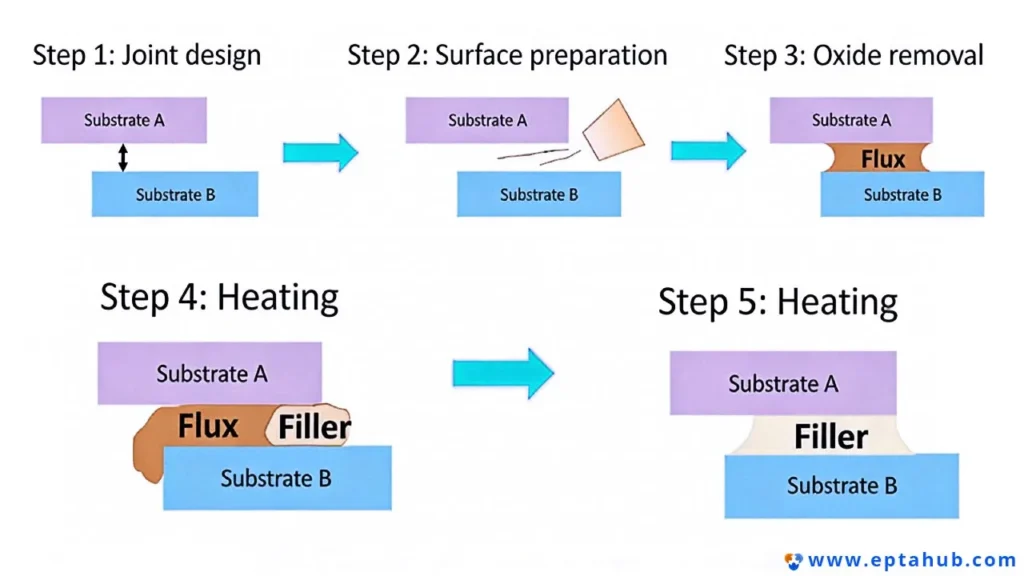
Étape 1 : Concevoir un joint approprié
Le succès ou l'échec commence sur l'écran de CAO. Le brasage reposant sur la capillarité, l'espace entre les pièces (le brasage) est crucial. dégagement articulaire—est le paramètre de conception le plus critique.
- La règle d'or des soldes : Pour la plupart des métaux d'apport courants, le jeu idéal entre les joints à la température de brasage est de 0,025 mm à 0,127 mm (0,001″ à 0,005″).
- Pourquoi cette gamme ?
- Trop serré (<0,025 mm) : Le métal d'apport fondu peine à pénétrer le joint, ce qui entraîne la formation de vides.
- Trop lâche (>0,127 mm) : La force de capillarité disparaît. Le matériau de remplissage ne pourra pas combler complètement l'espace, et le joint obtenu sera peu résistant en raison de sa structure épaisse, semblable à une pièce moulée.
- La dilatation thermique est essentielle : N'oubliez pas que ce dégagement est spécifié à la température de brasage. Si vous assemblez deux matériaux différents (par exemple, une goupille en acier dans un bloc de cuivre), vous devez tenir compte de leurs coefficients de dilatation thermique différents. Le cuivre se dilatera davantage que l'acier lorsqu'il sera chauffé. Le jeu à froid, à température ambiante, doit être calculé de manière à obtenir le jeu à chaud souhaité.
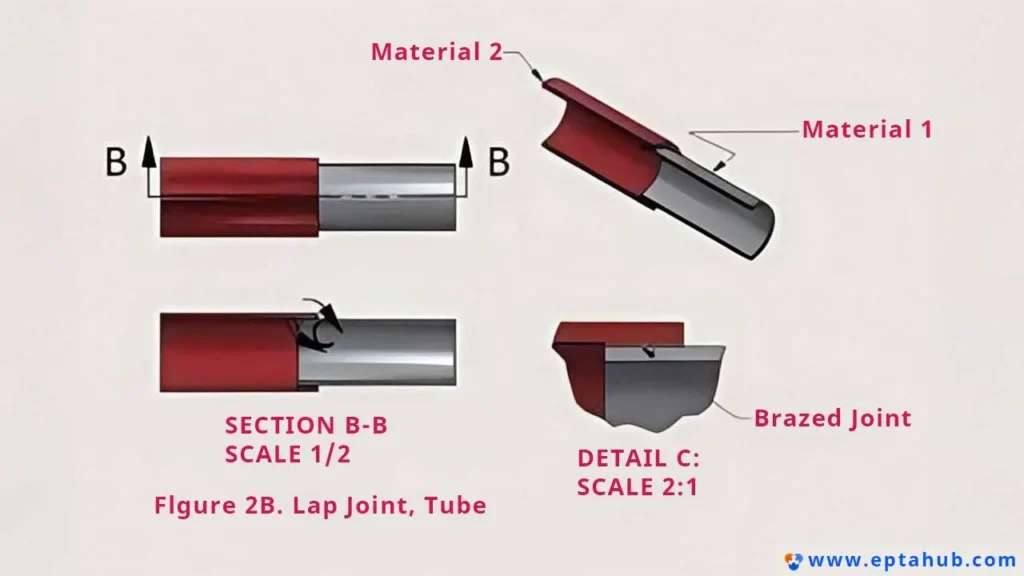
- Types d'articulations : Le type le plus courant est un joint à recouvrement, là où une pièce chevauche l'autre. Cela offre une grande surface de brasage, maximisant ainsi la résistance. En règle générale, pour un assemblage aussi résistant que la pièce la plus faible, la longueur de chevauchement doit être au moins trois fois supérieure à l'épaisseur de la pièce la plus fine. joint de bout (de bout en bout) est plus simple mais offre une surface de liaison beaucoup plus petite et est généralement plus faible.
Étape 2 : Nettoyer méticuleusement les surfaces
Je le répète : La plupart des échecs de brasage sont imputables à un nettoyage insuffisant. Les surfaces à assembler doivent être parfaitement exemptes d'huile, de graisse, de liquide de coupe, de saleté, de calamine et d'oxydes. Le métal d'apport n'adhérera pas à une surface contaminée.
- Nettoyage chimique : Cette première étape vise à éliminer les contaminants organiques. Des solvants, un dégraissage à la vapeur ou des solutions de nettoyage alcalines sont utilisés pour éliminer les huiles et les graisses.
- Nettoyage mécanique : Cette étape consiste à éliminer les oxydes et le tartre. Le ponçage à la toile abrasive, le brossage métallique (avec une brosse en acier inoxydable, jamais en acier au carbone) ou le grenaillage sont des méthodes courantes. On obtient ainsi une surface propre et active, prête à recevoir le flux et le mastic.
Étape 3 : Appliquer le flux et assembler
Une fois les pièces propres, appliquez le flux sur la zone de jointure dès que possible. Déposez une couche fine et uniforme sur les deux composants. Le flux protège les pièces lors de leur assemblage et de leur chauffage.
Les composants sont ensuite assemblés. La conception devrait idéalement être auto-fixation, On utilise des goupilles, des épaulements ou des ajustements serrés pour maintenir les pièces correctement alignées et avec le jeu requis. Si des fixations externes sont nécessaires, elles doivent être conçues pour minimiser le contact avec l'assemblage et être fabriquées dans un matériau (comme l'acier inoxydable ou la céramique) qui ne sera pas brasé aux pièces.
Le produit de remplissage métal Le matériau d'apport est souvent pré-appliqué à ce stade sous forme d'anneau métallique, de cale ou de pâte. Ceci garantit la quantité adéquate de matériau d'apport et permet une meilleure reproductibilité du processus, notamment en brasage au four ou par induction.
Étude de cas : Fuite d’un serpentin de climatisation
- Le scénario : Un fabricant de climatiseurs commerciaux constatait un taux de défaillance élevé lors du test de pression final de ses serpentins d'évaporateur. Ces serpentins étaient composés de centaines de tubes de cuivre brasés sur deux grandes plaques tubulaires en acier. Environ un ensemble sur cinq présentait une fuite lente.
- L'hypothèse initiale : Les opérateurs de la ligne de brasage manuel au chalumeau étaient tenus responsables de leur mauvaise technique. La direction envisageait un investissement massif dans des cellules de brasage automatisées.
- Notre enquête : On nous a demandé d'auditer le processus avant tout investissement. Nous avons examiné la ligne de production de A à Z. Les opérateurs étaient très qualifiés, la conception des joints était bonne et l'application du flux correcte. Le problème ne résidait pas dans l'étape de chauffage finale, mais plus tôt. Les tubes en cuivre, provenant du fournisseur, étaient brillants et propres. En revanche, les plaques tubulaires en acier, découpées au laser, présentaient une fine couche d'oxyde, résistante et presque invisible, autour de chaque trou. Le nettoyage avant brasage se limitait à un simple essuyage au solvant.
- La cause profonde : Le solvant éliminait toute trace d'huile, mais restait totalement inefficace contre la couche d'oxyde présente sur l'acier. Lors du chauffage, le flux s'épuisait en tentant de dissoudre cette épaisse couche d'oxyde, ne laissant aucune protection pour le joint lors de l'introduction du métal d'apport. Ce dernier ne pouvait pas mouiller correctement l'acier, ce qui entraînait la formation de minuscules vides intermittents, à l'origine des fuites.
- La solution simple : Nous avons mis en place une nouvelle étape immédiatement après le nettoyage au solvant. Un opérateur utilisait une simple brosse abrasive rotative pour poncer rapidement l'intérieur de chaque trou des plaques tubulaires en acier. Cette opération, qui prenait moins de 10 secondes par trou, permettait d'obtenir une surface propre et exempte d'oxyde.
- Le résultat : Le taux de fuite a chuté de 201 TP3T à moins de 0,51 TP3T en une semaine. L'entreprise a économisé des millions en évitant une automatisation superflue et en se concentrant sur l'étape fondamentale du processus : un nettoyage adéquat. Ce cas illustre parfaitement comment une compréhension approfondie du processus permet de résoudre des problèmes complexes grâce à des solutions simples et ciblées.
Étape 4 : Chauffer l'ensemble uniformément
Il est temps maintenant de chauffer. L'objectif est de chauffer l'ensemble de manière uniforme et étendue à la température de brasage. La méthode employée (chalumeau, four, induction) déterminera la mise en œuvre, mais le principe reste le même.
Lorsqu'on utilise un chalumeau, la flamme doit être dirigée vers la pièce la plus épaisse afin de chauffer uniformément toute la zone de joint. On chauffe ainsi les métaux de base, qui font fondre le métal d'apport. Il ne faut jamais diriger la flamme directement vers le métal d'apport. directement au niveau du métal d'apport Une erreur fréquente consiste à faire fondre le mastic sur un joint qui n'est pas suffisamment chaud pour qu'il coule, ce qui donne une mauvaise adhérence.
Étape 5 : Appliquer le métal d’apport (s’il n’est pas déjà placé).
Une fois que l'assemblage a atteint la température adéquate (souvent indiquée par le flux qui devient clair et liquide), le métal d'apport est introduit au bord du joint. Si la température et les conditions sont optimales, la capillarité aspirera instantanément le métal d'apport fondu à travers tout le joint. On observe alors souvent un cordon de soudure brillant et régulier de l'autre côté, signe visuel d'une brasure réussie.
Étape 6 : Refroidir, nettoyer et inspecter
Une fois le métal d'apport fondu, l'assemblage doit être refroidi. Pour de nombreux matériaux, un refroidissement à l'air suffit. La trempe à l'eau est possible pour certains alliages, mais elle risque de provoquer un choc thermique et des fissures sur d'autres.
Une fois la pièce refroidie, l'étape finale et cruciale consiste à éliminer tout flux résiduel. Comme indiqué, la plupart des flux sont corrosifs. Le trempage dans l'eau chaude, suivi d'un brossage, est la méthode la plus courante. La pièce est ensuite inspectée visuellement afin de vérifier la présence d'un cordon de soudure complet autour du joint. Si le cahier des charges l'exige, elle peut être soumise à des essais de pression, d'étanchéité ou à un contrôle non destructif tel qu'une radiographie.
Le grand débat : brasage, soudage ou soudure ?
L'une des questions que je pose le plus souvent aux designers est de les aider à choisir entre ces trois procédés d'assemblage principaux. Faire le bon choix dès le début du cycle de conception permet d'économiser énormément de temps, d'argent et de soucis par la suite. Tous ces procédés permettent d'assembler du métal, mais ils diffèrent considérablement en termes de température, de résistance et d'impact sur les matériaux de base.
Comparons-les en détail.
Tableau 1 : Brasage vs. Soudage vs. Soudage métallique – Une comparaison technique pour les ingénieurs
| Fonctionnalité | Soudure | Brasage | Soudage |
|---|---|---|---|
| Définition de la température | Le métal d'apport fond en dessous de 450 °C (840 °F). | Le métal d'apport fond au-dessus de 450 °C (840 °F). | Chaleurs à la point de fusion des métaux de base. |
| Effet sur les métaux de base | Les métaux de base ne fondent pas. L'effet thermique est minimal. | Les métaux de base ne sont pas fondus. Le cycle thermique est important et peut affecter les traitements thermiques, mais il évite les contraintes liées à la fusion et à la solidification. | Les métaux de base sont fondus et fusionnés ensemble. Cela crée une structure continue mais induit des contraintes thermiques importantes, une distorsion et une grande zone affectée thermiquement (ZAT). |
| Force articulaire résultante | Faible. Elle se situe généralement entre 15 et 150 MPa (2 000 à 22 000 psi). Elle repose sur des alliages faibles, adaptés aux basses températures. | Haut. La résistance à la traction se situe généralement entre 275 et 825 MPa (40 000 à 120 000 psi). Un joint bien conçu est souvent plus résistant que les métaux qui le composent. | Le plus haut. La résistance de l'assemblage est généralement équivalente ou supérieure à celle des métaux de base. |
| Action capillaire | Oui, utilisé pour remplir le joint. | Oui, c'est le mécanisme principal pour répartir le métal d'apport dans tout le joint. | Non. Le métal d'apport (le cas échéant) est déposé directement dans le joint. Le procédé repose sur la fusion, et non sur la capillarité. |
| Assemblage de métaux dissemblables | Bien. Idéal pour assembler des métaux ayant des points de fusion très différents, comme le cuivre et le laiton. | Excellent. C'est là un avantage majeur du brasage. C'est le procédé de prédilection pour assembler l'acier au cuivre, le carbure à l'acier ou l'aluminium au cuivre. | Difficile et souvent impossible. L'incompatibilité métallurgique peut engendrer des composés intermétalliques fragiles à la ligne de fusion, provoquant la rupture de l'assemblage. Cela nécessite des techniques spécialisées et l'application de couches de liaison. |
| Distorsion thermique et contrainte | Très faible. Son faible apport de chaleur le rend idéal pour les composants délicats et sensibles à la chaleur. | Faible. La chaleur est appliquée de manière plus uniforme et à une température plus basse qu'en soudage. Le brasage au four, en particulier, minimise les déformations en chauffant l'ensemble à une vitesse contrôlée. | Haut. La chaleur intense et localisée d'un arc ou d'une flamme crée des gradients thermiques importants, entraînant des déformations, des distorsions et des contraintes résiduelles élevées pouvant nécessiter un traitement thermique après soudage. |
| Applications typiques | Électronique (circuits imprimés), plomberie basse pression, vitraux, bijoux. | Conduites de carburant aérospatiales, ensembles de CVC, outils de coupe en carbure, échangeurs de chaleur, cadres de vélos, instruments de musique. | Charpentes métalliques, réservoirs sous pression, châssis automobiles, construction navale, pipelines, fabrication d'équipements lourds. |
Résumé du processus décisionnel de l'ingénieur :
- Quand choisir le soudage : Privilégiez le soudage lorsque vous exigez une résistance maximale de l'assemblage, pour assembler des pièces épaisses (plusieurs millimètres) et pour travailler avec des métaux similaires ou identiques. Si la pièce est un élément structurel principal d'un pont ou d'un récipient sous pression, le soudage est la solution. Soyez prêt à gérer d'importantes déformations thermiques et des contraintes résiduelles.
- Quand choisir le brasage : Choisissez le brasage lorsque vous avez besoin d'un joint solide et étanche et qu'une ou plusieurs des conditions suivantes s'appliquent :
- Vous rejoignez métaux dissemblables.
- Vous devez minimiser la distorsion thermique sur un assemblage de précision.
- Vous rejoignez sections à parois minces qui serait détruit par soudure.
- La géométrie de l'assemblage est complexe ou présente articulations multiples qui peuvent être fabriqués simultanément dans un four.
- La pièce nécessite une joint propre et net sans post-traitement.
- Quand choisir la soudure : Privilégiez le brasage pour les applications à faible contrainte et à basse température. Pour assembler des composants sur un circuit imprimé ou sceller une jointure non structurelle, le brasage assure une liaison suffisante avec un apport de chaleur minimal.
Choisir son arme : un tour d'horizon des méthodes de brasage industriel
Le mode de chauffage d'un assemblage est une variable de processus essentielle. Le choix de la méthode de chauffage influe sur tout, de la qualité de l'assemblage au coût et à la rapidité de production.
Brasage à la flamme
Il s'agit de la méthode manuelle la plus courante. Un opérateur utilise un chalumeau portatif, généralement alimenté par un mélange oxyacétylénique ou gaz naturel/air, pour chauffer les pièces et faire couler le métal d'apport.
- Avantages : Extrêmement polyvalente, nécessitant un faible investissement initial, portable et idéale pour les réparations ou la réalisation de prototypes uniques, cette machine permet, grâce à un opérateur qualifié, de braser des géométries complexes difficiles à réaliser par d'autres méthodes.
- Inconvénients : Extrêmement dépendant des compétences de l'opérateur. La surchauffe est un risque courant, pouvant endommager les métaux de base ou provoquer l'évaporation d'éléments de l'alliage d'apport. L'homogénéité d'une pièce à l'autre peut s'avérer difficile. Ce procédé est généralement déconseillé pour production à grande échelle.
- Idéal pour : Assemblages en petites séries, pièces volumineuses ou de forme complexe, réparations sur le terrain et prototypage.
brasage au four
Dans ce procédé, l'ensemble complet, avec le métal d'apport pré-positionné, est introduit dans un four. Le four est ensuite rempli d'une atmosphère contrôlée et chauffé selon un cycle précis et préprogrammé.
- L'atmosphère est essentielle : L'atmosphère empêche l'oxydation, éliminant ainsi le besoin de fondant. Les atmosphères courantes comprennent :
- Vide: Offre un environnement de pureté maximale, idéal pour les métaux réactifs comme le titane ou pour les composants médicaux et aérospatiaux où la propreté est primordiale.
- Hydrogène/Atmosphère réductrice : Une atmosphère active qui “ réduit ” (nettoie) chimiquement les oxydes de surface des métaux comme l'acier, le cuivre et le nickel. Excellent pour production à grande échelle de pièces propres.
- Avantages : Produit des joints d'une propreté, d'une qualité et d'une régularité exceptionnelles. Le chauffage uniforme minimise les déformations thermiques. Permet de braser des centaines, voire des milliers de pièces, ou une seule pièce comportant des centaines de joints, en un seul cycle. Procédé hautement reproductible et contrôlable.
- Inconvénients : Coût élevé de l'équipement initial. Les pièces doivent pouvoir s'insérer dans la zone chaude du four. Ne convient pas aux travaux ponctuels en raison des longs temps de cycle.
- Idéal pour : Production en grande série, assemblages complexes à plusieurs articulations (comme les échangeurs de chaleur), composants médicaux et aérospatiaux et pièces nécessitant une propreté extrême.
Brasage par induction
Le brasage par induction utilise un courant alternatif à haute fréquence traversant une bobine de cuivre conçue sur mesure. Ceci crée un champ électromagnétique puissant qui chauffe rapidement l'assemblage conducteur placé à l'intérieur.
- Avantages : Extrêmement rapide et économe en énergie. Le chauffage est localisé, précis et très reproductible, ce qui le rend idéal pour l'automatisation. Il crée une zone affectée par la chaleur très réduite.
- Inconvénients : Le coût initial de l'équipement peut être élevé. Les bobines d'induction doivent être conçues sur mesure pour chaque géométrie de pièce spécifique, ce qui augmente le coût de l'outillage.
- Idéal pour : Production en grande série et répétable de pièces de petite à moyenne taille avec des géométries d'assemblage simples, comme la fixation de raccords sur des tubes ou le brasage de pointes en carbure sur des corps d'outils.
Note sur la différence entre le soudage et le brasage.
Ce terme est souvent source de confusion. Alors qu'un joint brasé standard utilise la capillarité pour remplir un espace très étroit, brasage C'est une toute autre affaire. Il s'agit d'un procédé manuel, semblable au soudage à la flamme, mais utilisant une baguette d'apport en laiton ou en bronze à une température inférieure au point de fusion du métal de base.
- Différence principale : brasage n'utilise pas l'action capillaire. Ce procédé sert à combler les interstices, les rainures en V ou à créer de grands cordons de soudure, un peu comme le soudage TIG ou oxyacétylénique. L'opérateur étame la surface puis dépose des couches successives de métal d'apport.
- Application: Ce procédé est surtout utilisé pour la réparation de pièces en fonte, car la température plus basse permet d'éviter les problèmes de fissuration liés au soudage de la fonte. Si votre schéma comporte une rainure en V et préconise un apport de laiton, il s'agit probablement d'un brasage, et non d'un brasage capillaire.
S'approvisionner en toute confiance : Comment rédiger une demande de devis irréprochable
En tant qu'ingénieur chargé de recevoir votre demande de devis, je peux vous affirmer que la qualité de votre dossier technique détermine directement la qualité de votre offre et, par conséquent, la qualité de vos pièces. L'ambiguïté est l'ennemie d'une production de qualité. Une demande de devis imprécise nous oblige à formuler des hypothèses, ce qui signifie que nous devons soit majorer le devis pour couvrir les risques inconnus, soit le retarder le temps de vous poser des questions.
Étude de cas 2 : Demande de devis ambiguë pour un boîtier de capteur
- La demande de prix : Nous avons reçu une demande pour 5 000 unités d'un ensemble capteur. Le schéma montrait un boîtier en acier inoxydable 316 et une broche Kovar. La note indiquait simplement : “ Braser la broche au boîtier. Doit être hermétiquement scellé à 1 × 10⁻⁸ cm³/s d'hélium. ”
- Les signaux d'alarme : Il s'agit d'une spécification classique “ dangereusement incomplète ”.
- Aucun métal d'apport spécifié : Pour obtenir une étanchéité parfaite sur du Kovar, on peut utiliser un alliage or-étain (AuSn) haute fiabilité ou un eutectique argent-cuivre (BAg-8) plus classique. L'écart de coût est considérable : on parle d'une différence potentielle de 10 fois le prix du matériau de remplissage uniquement.
- Aucune contrainte de processus : Pour une propreté optimale, faut-il braser cette pièce au four sous vide ? Ou un four à hydrogène, plus économique, est-il acceptable ? La pièce nécessite-t-elle un placage après brasage, potentiellement incompatible avec certains métaux d'apport ?
- Aucune autorisation conjointe : Les plans des composants individuels ne précisaient pas le jeu avant brasage entre la broche et le boîtier. Nous ignorions si la conception permettrait un écoulement capillaire correct.
- Le résultat : Nous n'avons pas pu établir de devis. Nous avons dû retourner voir l'ingénieur du client avec une liste détaillée de questions. L'établissement du devis a été retardé de trois jours. Il s'est avéré que leur conception prévoyait un remplissage à l'argent bon marché, mais que leur exigence d'herméticité était si stricte qu'un remplissage à base d'or aurait été plus fiable. Cela a entraîné une série de tests et de requalifications de leur côté. Un cahier des charges initial détaillé aurait permis d'identifier ce décalage entre les exigences de coût et de performance dès le départ.
Pour éviter cela, constituez votre dossier de demande de devis avec les informations suivantes.
Tableau 2 : Liste de contrôle de l'ingénieur pour la demande de prix concernant les assemblages brasés
| Catégorie | Informations à fournir | Pourquoi c'est essentiel pour votre fournisseur |
|---|---|---|
| 1. Dessins et modèles complets | • Dessin d'assemblage 2D (PDF) : Présentation de l'assemblage final. • Dessins de composants 2D (PDF) : Pour chaque pièce individuelle avant brasage. • Modèle 3D (STEP) : De l'assemblée. |
Le schéma d'assemblage nous montre le “ quoi ”. Les schémas des composants sont essentiels car ils doivent montrer le dimensions avant brasage et le critique dégagement articulaire nous devons réaliser. |
| 2. Spécifications précises des matériaux | • Précisez le matériau et la norme exacts de chaque composant (par exemple, “ acier inoxydable 304, ASTM A240 ” et “ cuivre sans oxygène, UNS C10100 ”). Évitez les termes vagues. | C'est non négociable. Cela détermine le choix du métal d'apport, du flux, les calculs de dilatation thermique et l'atmosphère de brasage. “ Acier ” n'est pas une spécification de matériau. |
| 3. Soumission du métal d'apport de brasage | • Spécifiez le métal d’apport en utilisant une désignation standard (par exemple, “ AWS BAg-7 ”). • Précisez sa forme (par exemple, “ anneau de fil de 0,8 mm ” ou “ pâte ”). |
Il s'agit du principal facteur déterminant les propriétés et le coût des joints. En cas de doute, veuillez nous indiquer vos exigences de performance (voir point suivant) et nous vous recommanderons un alliage. |
| 4. Spécifications de performance critiques | • Force: “ L’articulation doit résister à une charge de cisaillement X. ” • Étanchéité à la pression/aux fuites : “ Doit être étanche à la pression X ” ou “ Hermétique jusqu'à un taux de fuite X ”.” • Environnement de service : “ Température de fonctionnement de X°C ”, “ Exposition à l'eau salée. ” |
Voici le “ pourquoi ” de votre conception. Cela nous indique ce dont l'articulation a besoin pour faire. Ces informations nous permettent de valider votre choix de produit de comblement ou de vous suggérer une alternative plus adaptée et plus économique. |
| 5. Emplacement du joint et filet | • Indiquez clairement sur le dessin quels joints doivent être brasés. • Indiquez les exigences relatives à la taille finale du filet (par exemple : “ Filet lisse et continu requis ”). |
Ne nous laissez pas deviner où effectuer le brasage. Les exigences relatives au cordon de brasage peuvent influencer la quantité de métal d'apport utilisée et le processus de nettoyage après brasage. |
| 6. Exigences post-brasage | • Nettoyage: “ Tous les résidus de flux doivent être éliminés. ” • Post-traitement : Mentionnez toutes les opérations ultérieures telles que l'usinage, le plaquage ou la peinture. • Inspection: Spécifiez tout contrôle non destructif requis, comme les essais de pression, le ressuage ou les rayons X. |
Ces étapes ont des répercussions importantes sur les coûts et les délais. Si une pièce doit être nickelée après brasage, il est nécessaire de choisir un métal d'apport compatible avec la chimie du placage. |
| 7. Documentation et qualité | • Précisez si vous avez besoin d’un certificat de conformité (CoC), de certifications de matériaux pour les métaux de base et d’apport, ou de rapports d’inspection. | Chez Eptahub, nous pouvons fournir une documentation complète, mais il s'agit d'une démarche administrative à anticiper. Ne demandez que ce dont votre système qualité a réellement besoin. |
Foire aux questions (FAQ)
Q : Qu'est-ce que le brasage en CVC ?
A: Dans les systèmes de CVC, le brasage est le méthode standard d'assemblage des tubes de cuivre Pour les conduites de réfrigérant, le métal d'apport utilisé est presque toujours un alliage cuivre-phosphore (comme le BCuP-5). Le phosphore agit comme fondant sur le cuivre, ce qui rend inutile l'utilisation d'un flux externe pour les joints cuivre-cuivre. Ce procédé est ainsi plus propre et plus efficace pour les techniciens sur le terrain. Ces joints sont robustes et, surtout, parfaitement étanches, garantissant ainsi l'étanchéité des fluides frigorigènes haute pression.
Q : Quels métaux ne peuvent pas être brasés ?
A : Bien que le brasage soit une technique polyvalente, certains métaux posent problème. Le magnésium et ses alliages ne sont généralement pas brasés en raison de leur forte réactivité. Les métaux dont le point de fusion est inférieur à la plage de températures de brasage, comme le plomb, l'étain ou le zinc, ne peuvent évidemment pas être brasés. L'aluminium peut être brasé, mais cela nécessite des flux spéciaux et un contrôle très précis de la température, ce qui en fait un procédé spécialisé.
Q : Le brasage affaiblit-il le métal de base ?
R : C'est possible, et c'est un point essentiel à prendre en compte lors de la conception. La température de brasage est suffisamment élevée pour recuire (ramollir) tout métal de base écroui ou traité thermiquement. Par exemple, si vous brasez un raccord sur une pièce d'acier 4140 trempé, la zone autour du joint perdra de sa dureté et de sa résistance. Cette zone affectée thermiquement (ZAT) est généralement plus tendre et plus étendue qu'en soudage, mais sans les contraintes résiduelles élevées.
Q : Le brasage est-il plus résistant que le soudage ?
R : En termes de résistance absolue d'un joint, non. Une soudure correctement exécutée, qui fusionne les métaux de base, crée un joint aussi résistant, voire plus résistant, que le matériau d'origine. Cependant, cette comparaison est souvent trompeuse. Un joint brasé bien conçu est extrêmement résistant, souvent plus résistant que l'un des métaux de base assemblés. Pour les applications 95% qui ne concernent pas d'éléments structuraux principaux à forte contrainte, un joint brasé offre une résistance largement suffisante, avec l'avantage supplémentaire d'une faible déformation et d'un assemblage de métaux dissemblables.
Conclusion : Un outil indispensable dans votre boîte à outils d’ingénieur
Le brasage n'est pas un compromis. C'est un procédé d'ingénierie précis, fiable et performant qui permet des conceptions et des combinaisons de matériaux autrement impossibles. Des composants délicats et hermétiques d'un dispositif médical aux dents en carbure robustes d'une perceuse à roche, le brasage crée les liaisons qui assurent la cohésion de notre monde technologique.
En comprenant ses principes fondamentaux — capillarité, propreté des surfaces et contrôle thermique — et en fournissant des spécifications claires et détaillées, vous pouvez exploiter ce procédé en toute confiance. Vous pouvez ainsi aller au-delà du simple assemblage par fixation et fusion pour créer des ensembles élégants, efficaces et robustes.
Chez Eptahub, nous avons consacré des années à maîtriser ce procédé. Lorsque vous serez prêt à concrétiser votre projet par un brasage impeccable, nous parlerons le même langage.
Références
- AWS A3.0M/A3.0:2020, “ Termes et définitions normalisés du soudage ”, Société américaine de soudage. https://pubs.aws.org/p/1623/a30ma302020-standard-welding-terms-and-definitions-including-terms-for-adhesive-bonding-brazing-soldering-thermal-cutting-and-thermal-spraying
- Manuel de brasage AWS, 5e édition, Société américaine de soudage. https://pubs.aws.org/p/124/brazing-handbook-5th-edition







