











Au cours de mes 12 années d'expérience dans la révision d'assemblages CAO et de nomenclatures mécaniques (BOM) chez eptahub.com, peu de fixations sont aussi universellement mal comprises par les jeunes concepteurs que le rivet. Quand on me demande, “ Comment définir un rivet ? ”, ils recherchent généralement une réponse simple, tirée d'un dictionnaire.
Si vous recherchez Que signifie « rivet » en argot ? Vous constaterez que cela signifie être complètement absorbé ou fasciné par quelque chose (par exemple, “ une performance captivante ”). Cependant, dans un contexte industriel, l'ambiguïté linguistique est absolument proscrite.
Pour un ingénieur, Quelle est la définition d'un rivet ?
Un rivet est un élément de fixation mécanique permanent, sans filetage, constitué d'une tige cylindrique lisse munie d'une tête préformée à une extrémité. Lors de sa pose, l'autre extrémité (la tige) est déformée mécaniquement pour former une seconde tête, assurant ainsi le serrage de deux ou plusieurs pièces de matériau.
Contrairement aux boulons ou aux vis, qui fonctionnent par friction et tension du filetage (et peuvent se desserrer sous l'effet des vibrations), un rivet correctement posé repose sur une déformation structurelle. Il remplit complètement le trou de fixation, créant ainsi un assemblage extrêmement rigide et résistant aux vibrations. Il est impossible de démonter un assemblage riveté sans détruire physiquement la fixation.
Quels sont les 4 types de rivets ?
Avant de pouvoir spécifier une fixation, il est indispensable de connaître les modèles disponibles. Bien qu'il existe des dizaines de variantes spécifiques, les fixations modernes fabrication industrielle Elle repose sur quatre grandes catégories de rivets. Comprendre ces catégories est la première étape de l'apprentissage. comment identifier les rivets sur un dessin technique.
1. Rivets massifs (Le poids lourd structurel)
Il s'agit du type de rivet original, le plus ancien, célèbre pour avoir été utilisé dans la construction de la tour Eiffel, du Golden Gate Bridge et des fuselages d'avions modernes. C'est un cylindre de métal plein muni d'une tête.
- Mécanique: Pour installer un rivet plein, vous devez avoir accès à les deux des côtés de l'assemblage. Une force considérable est appliquée à la queue (généralement à l'aide d'une riveteuse pneumatique et d'une barre de contre-rivetage lourde) pour la transformer en “ queue de cerf ”.”
- Application en ingénierie : Spécifié lorsque des résistances maximales absolues au cisaillement et à la traction sont requises, et lorsque l'assemblage est soumis à des vibrations extrêmes et continues (aérospatiale).
2. Rivets aveugles / Rivets pop (Norme de la chaîne de montage)
Quand un designer me demande comment poser des rivets dans du métal lorsqu'ils n'ont accès qu'à un seul côté de l'enceinte (comme un cadre tubulaire ou une boîte fermée), la solution est le rivet aveugle.
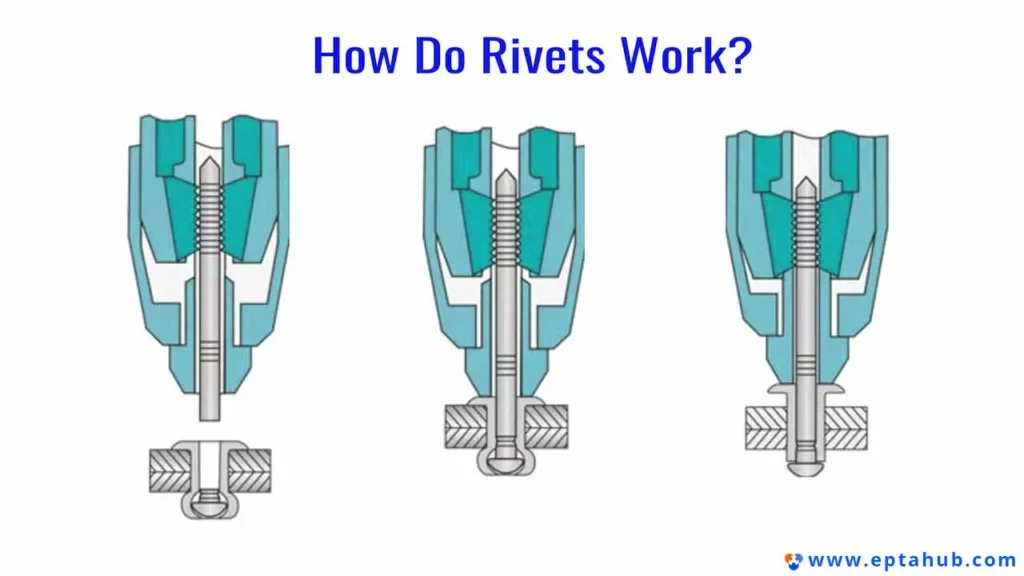
- Mécanique: Un rivet aveugle se compose d'un corps tubulaire creux et d'une tige centrale (une goupille en forme de clou). Un outil spécialisé tire la tige à travers le corps creux, élargissant ainsi la partie aveugle du rivet jusqu'à ce que la tige se casse volontairement sous une tension prédéterminée.
- Application en ingénierie : Ils sont utilisés pour la fabrication de tôles standard, la carrosserie automobile et les conduits de CVC. Leur installation est extrêmement rapide, mais leur résistance au cisaillement est inférieure à celle des rivets pleins, car leur âme est creuse (ou obstruée par la rupture du mandrin).

3. Rivets semi-tubulaires (Point de pivot)
Ces rivets ressemblent à des rivets massifs, mais ils comportent un trou peu profond percé à l'extrémité de la queue.
- Mécanique: Comme la queue est creuse, il faut beaucoup moins de force (environ 1/4 de la force d'un rivet plein) pour replier le bord vers l'extérieur et fixer l'articulation.
- Application en ingénierie : Elles sont fréquemment utilisées lorsqu'une articulation doit pivoter ou tourner (comme les échelles pliantes, les ciseaux ou les freins automobiles). Elles constituent également la norme lorsqu'on demande comment poser des rivets sur du cuir ou en plastique, car la faible force d'installation empêche l'écrasement du matériau de base souple.
4. Écrous à riveter aveugles / Rivnuts (The Thread Creator)
Souvent, un ingénieur doit boulonner un composant lourd sur une pièce de tôle Cette pièce est trop fine pour être taraudée avec un filetage intérieur. Dans ce cas, on utilise un écrou à sertir.
- Mécanique: Connaissance comment poser des écrous à sertir Il est essentiel pour la conception du boîtier. Son installation est identique à celle d'un rivet aveugle (d'un seul côté), mais au lieu d'une queue pleine, il laisse un écrou interne fileté et captif.
- Application en ingénierie : Panneaux de châssis électroniques, tableaux de bord automobiles et intérieurs aérospatiaux où les composants doivent être boulonnés et déboulonnés à plusieurs reprises sur des structures à parois minces.
Comment spécifier un rivet ?
La panne la plus fréquente que je constate dans les assemblages mécaniques sur eptahub.com n'est pas due à une erreur. taper de rivet, mais le mauvais taille. Vous ne pouvez pas deviner les dimensions. Si vous demandez Comment spécifier un rivet ?, vous devez calculer deux valeurs géométriques critiques en fonction de l'épaisseur des matériaux que vous assemblez (connue sous le nom de longueur de serrage).
Étape 1 : Comment déterminer le diamètre des rivets
Le diamètre du rivet détermine sa résistance au cisaillement, c'est-à-dire sa capacité à résister aux forces de glissement parallèles à l'assemblage. Si le diamètre est trop petit, le rivet se rompra net, comme une goupille. Si le diamètre est trop grand, le trou nécessaire enlèvera trop de matière des plaques de base, ce qui fragilisera la structure.
- La règle empirique de l'ingénierie : Le diamètre du rivet (d) devrait être approximativement 3 fois l'épaisseur de la plaque la plus épaisse se joindre.
- Exemple: Si vous rivetez une plaque d'aluminium de 2 mm sur une plaque d'aluminium de 1 mm, l'épaisseur de la plaque la plus épaisse est de 2 mm. Par conséquent, le diamètre optimal de vos rivets est de : 3 × 2 mm = 6 mm. (En pratique, vous choisiriez la taille standard la plus proche, par exemple un rivet de 6,4 mm ou de 1/4″).
Étape 2 : Comment déterminer la longueur des rivets
Le calcul de la longueur est l'étape où surviennent des erreurs catastrophiques. La longueur du rivet (L) doit être égale à l'épaisseur totale des matériaux à assembler (la longueur de prise) plus suffisamment de matière supplémentaire pour former correctement la queue du cerf.
Si le rivet est trop court, la queue formée sera trop petite et s'arrachera (rupture par arrachement). Si le rivet est trop long, la tige se pliera et se déformera à l'intérieur du trou avant que la queue ne se forme, ce qui entraînera un joint lâche et bruyant.
- La formule Solid Rivet : L = Longueur de la poignée + (1,5 × d)
(Où d Il s'agit du diamètre du rivet. Le coefficient multiplicateur de 1,5 fournit le volume exact de métal nécessaire pour former une queue de buck plate standard. - La formule du rivet aveugle : Les rivets aveugles sont vendus selon leur “ plage de serrage ” (par exemple, 0,126″ – 0,250″). Il vous suffit de mesurer l’épaisseur totale de votre matériau et de choisir un rivet aveugle dont l’épaisseur se situe exactement au milieu de la plage de serrage spécifiée.
Matrice de dimensionnement technique : Calcul standard des rivets pleins
Pour vous donner un aperçu rapide de vos modèles CAO, voici une matrice de calcul standard pour déterminer les dimensions des rivets pleins.
| Matériau 1 Épaisseur (t1) | Matériau 2 Épaisseur (t2) | Longueur totale de la poignée (G) | Diamètre optimal calculé (d=tmax×3) | Diamètre standard sélectionné | Longueur de rivet requise (L=G+1,5d) |
|---|---|---|---|---|---|
| 1,0 mm | 1,0 mm | 2,0 mm | 3,0 mm | 3,2 mm (1/8″) | 2,0+(1,5×3,2) = 6,8 mm |
| 2,0 mm | 1,5 mm | 3,5 mm | 6,0 mm | 4,8 mm (3/16″) | 3,5+(1,5×4,8) = 10,7 mm |
| 3,0 mm | 3,0 mm | 6,0 mm | 9,0 mm | 6,4 mm (1/4″) | 6,0+(1,5×6,4) = 15,6 mm |
(Remarque : arrondissez toujours à la longueur de rivet standard disponible dans le commerce la plus proche et spécifiez la tolérance exacte du trou sur vos dessins techniques, généralement 0,1 mm de plus que le diamètre du rivet).
Étude de cas en ingénierie : La défaillance catastrophique due à une longueur de rivet incorrecte
Pour bien montrer l'importance de ces formules mathématiques, permettez-moi de partager une analyse de défaillance que nous avons réalisée chez eptahub.com pour un client fabriquant des unités de toiture CVC commerciales robustes.
Le scénario : Le client procédait à l'assemblage du châssis extérieur en acier galvanisé de l'unité de climatisation. La conception prévoyait l'assemblage de deux tôles d'acier de calibre 16 (1,5 mm) se chevauchant. La longueur de prise totale était de 3,0 mm. Le jeune ingénieur a spécifié un rivet aveugle en aluminium de 4,8 mm (3/16″) avec une plage de prise de 1,5 mm à 3,2 mm.

L'échec caché : Sur le papier, l'épaisseur de matériau de 3,0 mm correspondait à la plage de serrage de 1,5 mm à 3,2 mm. Cependant, l'ingénieur n'a pas tenu compte des contraintes de fabrication de la tôle. bardanes.
Comme les trous poinçonnés n'avaient pas été parfaitement ébavurés en usine, les deux plaques d'acier ne s'emboîtaient pas parfaitement à plat. Il existait un jeu microscopique de 0,5 mm entre elles. Cela a provoqué un léger décalage. réel longueur de prise physique jusqu'à 3,5 mm, dépassant la capacité maximale du rivet choisi.
Le résultat : Lorsque l'outil pneumatique a tiré sur le mandrin, le côté borgne du rivet a tenté de s'élargir. à l'intérieur Le trou était percé plutôt que contre l'arrière de la tôle inférieure. Le joint semblait bien serré sur la chaîne de montage, mais la force de serrage structurelle était pratiquement inexistante. Une fois les unités de climatisation installées sur les toits des bâtiments commerciaux, les fortes vibrations des ventilateurs du compresseur interne ont provoqué de graves contraintes de cisaillement au niveau des rivets. En six mois, les rivets ont cédé et les panneaux du châssis ont commencé à vibrer violemment, entraînant un nombre important de demandes de prise en charge sous garantie.
La résolution technique :
Nous avons repensé le processus d'assemblage en apportant trois modifications strictes à la nomenclature :
- Ébavurage obligatoire : Ajout d'une étape à la procédure opératoire standard pour garantir que tous les trous dans la tôle soient entièrement ébavurés, assurant ainsi un véritable assemblage métal sur métal.
- Matériau amélioré : Passage d'un rivet aveugle aluminium/aluminium à un rivet aveugle acier/acier afin de correspondre aux propriétés galvaniques du châssis et d'augmenter considérablement la résistance au cisaillement.
- Plage de prise corrigée : Nous avons spécifié un nouveau rivet aveugle avec une plage de serrage de 3,2 mm à 4,8 mm. Ceci garantit que même en cas de léger jeu, la tête aveugle se forme parfaitement. derrière la plaque inférieure, créant un verrouillage mécanique permanent à haute tension.
La leçon à tirer est incontestable : lorsqu'on demande Comment spécifier un rivet ?, vous devez calculer non seulement les dimensions théoriques du modèle CAO, mais aussi la réalité physique de l'assemblage en usine.
Comment poser des rivets dans le métal : la norme industrielle
Quand Les ingénieurs discutent comment poser des rivets dans du métal, nous nous intéressons principalement aux applications structurelles à fort cisaillement (aérospatiale, automobile, CVC).
1. Pose de rivets aveugles (rivets pop) dans la tôle :
Il s'agit de l'opération la plus courante sur une chaîne de montage.
- Le processus : Percez un trou de dégagement à travers les deux plaques (généralement 0,1 mm plus grand que le corps du rivet). Insérez le rivet aveugle dans le trou jusqu'à ce que la collerette soit parfaitement alignée avec la plaque supérieure. Glissez l'embout d'une riveteuse manuelle, pneumatique ou à batterie sur la partie saillante du rivet (le clou central).
- La physique : Appuyez sur la gâchette. L'outil tire le mandrin vers l'arrière avec force tout en poussant contre la bride. La bille à l'extrémité du mandrin force la queue creuse du rivet à s'évaser radialement derrière la plaque inférieure. Une fois que l'évasement comprime les plaques avec une tension maximale, le mandrin atteint sa position finale. résistance à la traction ultime et se termine avec un bruit fort populaire.
2. Pose de rivets pleins à l'aide d'une pince à riveter :
Pour les structures aérospatiales ou aéronautiques haut de gamme, nous évitons autant que possible l'utilisation de la force d'impact. Nous privilégions un outil de compression pneumatique ou hydraulique. Cet outil en forme de C est doté de deux matrices concaves. Il écrase lentement et silencieusement la queue du rivet massif grâce à une pression hydraulique de plusieurs tonnes. On obtient ainsi une queue de rivet parfaitement uniforme et écrouie, sans endommager le revêtement en aluminium délicat environnant.
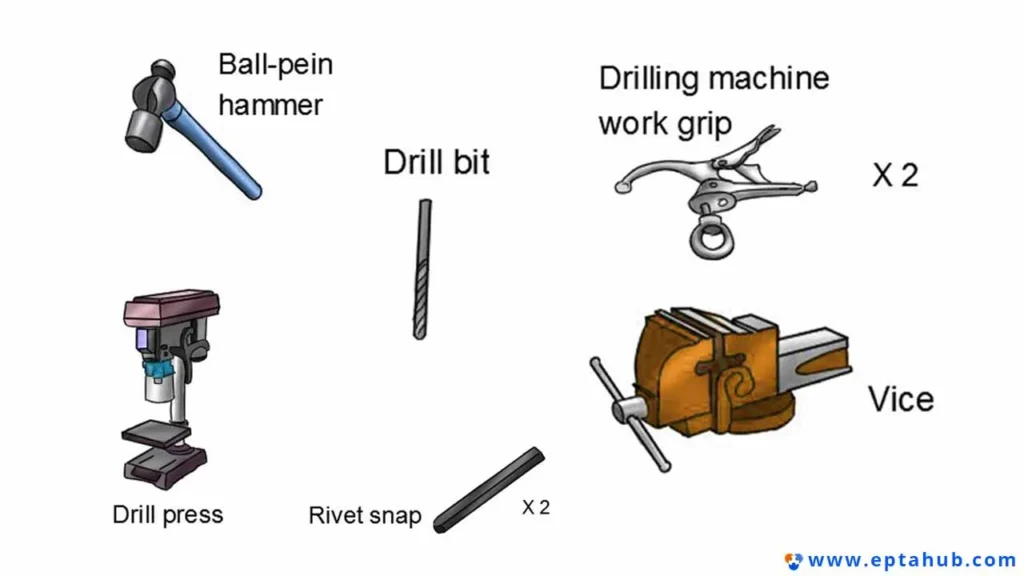
Comment poser des rivets avec un marteau ?
Toutes les opérations ne disposent pas de presses hydrauliques. Lors des réparations sur le terrain, fabrication sur mesure, ou la restauration de machines anciennes, vous devez savoir Comment poser des rivets avec un marteau.
Avertissement : Il est impossible d’aplatir un rivet plein à l’aide d’un marteau de charpentier standard. Un tel coup plierait la tige à l’intérieur du trou, compromettant totalement la résistance au cisaillement de l’assemblage.
La technique d'ingénierie appropriée :
- L'enclume (barre de refoulement) : La tête du rivet doit être maintenue par une pièce massive d'acier trempé, appelée contre-riveteuse ou enclume. Sans ce maintien, les coups de marteau ne feront que repousser le rivet hors de son logement.
- Le kit Rivet : On place un “ chasse-rivets ” — un poinçon en acier spécialisé avec une cavité concave correspondant à la tête du rivet — sur la tête d'usine pour protéger sa forme.
- Le procédé de grenaillage : À l'aide d'un marteau à panne ronde, frappez la partie saillante du rivet. Ne la frappez pas directement au centre. Utilisez l'extrémité arrondie du marteau pour frapper la partie saillante. bords en effectuant un mouvement circulaire avec la queue. Ce mouvement “ martele ” ou « champignonne » le métal radialement vers l'extérieur, remplissant complètement le trou.
- La fin : Une fois le métal déformé, retournez la face plate du marteau et frappez-la en plein centre pour aplatir la queue de cerf contre le métal de base, fixant ainsi l'assemblage.
Navigation dans les matières souples : cuir et tissu
Sur eptahub.com, nous analysons régulièrement les nomenclatures de matériel tactique, de bâches robustes et de harnais de sécurité industriels. Les règles relatives aux métaux ne s'appliquent pas ici.
Si vous utilisez un rivet aveugle en acier haute résistance sur de la toile ou du cuir, la force de serrage agira comme un poinçon. Dès que la charge sera appliquée, le rivet déchirera le matériau souple.
Comment poser des rivets sur du cuir
Lors du choix de ferrures pour cuir épais (ceintures, étuis à outils, harnachement), il est impératif de répartir la force de serrage sur une large surface. Cela implique que comment poser des rivets sur du cuir.
Nous spécifions généralement Rivets et bavures en cuivre ou Rivets à double capuchon.
- Installation de rivets et de bavures en cuivre : On enfonce un rivet en cuivre massif dans le cuir perforé. Une rondelle en cuivre ajustée (la bavure) est enfoncée de force sur la tige jusqu'à comprimer le cuir. On coupe ensuite la tige de cuivre à l'aide d'une pince coupante, en ne laissant dépasser que 2 mm. Enfin, à l'aide d'un outil de pose bombé et d'un maillet, on martèle la tige de cuivre souple sur la rondelle. La rondelle empêche le rivet de traverser le cuir.
- Rivets à double capuchon : Ce sont des rivets tubulaires à clipser, utilisés pour les travaux de maroquinerie légers. Ils sont munis d'un capuchon à chaque extrémité. On perce un trou, on y insère la tige, on clipse le capuchon, puis on utilise une enclume concave spéciale et un poinçon de pose. On frappe le poinçon avec un maillet pour comprimer délicatement le tube intérieur, ce qui bloque les capuchons ensemble sans écraser le cuir.
Comment poser des rivets sur du tissu
Le défi de comment poser des rivets sur du tissu (comme le Kevlar, les sangles en nylon ou les bâches en toile) empêche les fibres tissées de s'effilocher autour du trou.
- La solution d'ingénierie : Il ne faut jamais percer un tissu ; le foret risque de l’accrocher et de le défaire. Il faut utiliser une perforatrice pointue et chauffée pour faire fondre ou couper proprement les fibres.
- Le matériel : Pour les tissus, nous spécifions presque exclusivement Rivets tubulaires ou Œillets Associé à des rondelles de renfort massives. La large collerette de l'œillet ou de la rondelle de renfort assure une répartition uniforme de la charge mécanique sur des centaines de fils de tissu, évitant ainsi les déchirures en cas de vent fort ou de forte tension.
Opérations sur le terrain : Comment poser des rivets sans outil
Il arrive parfois qu'un technicien sur le terrain doive réparer une tringlerie ou une sangle en toile et ne dispose pas d'une pince à riveter spécialisée, d'une barre de rivetage ou d'un jeu de rivets concaves. Lorsque vous recherchez Comment poser des rivets sans outil, vous recherchez une solution d'ingénierie improvisée.
Avertissement : Les méthodes de réglage improvisées ne doivent jamais être utilisées sur les joints structuraux porteurs (comme les suspensions automobiles ou les aéronefs).
Improvisation d'un sertissage tubulaire de rivets :
Si vous devez poser un rivet semi-tubulaire ou un œillet et que vous ne disposez pas de la matrice d'évasement spécialisée :
- La base : Placez la tête d'usine du rivet contre une surface métallique dure et plane (la partie plate d'un étau d'établi ou une plaque d'acier épaisse).
- L'éclair improvisé : Prenez une bille d'acier légèrement plus grande que le trou de la queue tubulaire du rivet. Placez la bille sur l'extrémité creuse de la queue.
- La grève : Frappez la bille d'un coup sec avec un marteau plat. Sa forme sphérique agira comme une matrice à évaser, en évasant parfaitement les bords du rivet tubulaire. Retirez ensuite la bille et tapotez légèrement les bords évasés avec le marteau pour les aplanir.
FAQ
Pour optimiser votre chaîne de production et résoudre les problèmes courants, voici les questions techniques les plus fréquentes que nous recevons concernant la pose des rivets.
Q1 : J’ai installé un rivet aveugle, mais la tige s’est cassée au-dessus de la bride, laissant une goupille pointue qui dépasse. Pourquoi ?
Il s'agit d'une erreur classique appelée “ mandrin trop long ”. Ce problème survient pour deux raisons. Premièrement, le calcul de la longueur de serrage était incorrect : le rivet était trop long pour le matériau fin, et le mandrin a cassé avant de pouvoir s'enfoncer complètement. Deuxièmement, l'embout de votre riveteuse est usé ou de la mauvaise taille, empêchant les mâchoires de serrer suffisamment le mandrin.
Q2 : Puis-je retirer un rivet une fois qu'il est posé ?
Les rivets sont des fixations permanentes ; ils ne peuvent pas être dévissés. Pour retirer un rivet, il faut le détruire. La méthode standard consiste à le percer. Choisissez un foret du même diamètre que celui du rivet (et non celui du trou). Pointez le centre exact de la tête du rivet. Percez verticalement jusqu'à ce que la tête du rivet se détache du foret. Utilisez ensuite un chasse-goupille parallèle pour extraire complètement la tige restante du trou. Ne percez pas complètement, au risque d'agrandir le trou de base.
Q3 : Comment identifier visuellement les rivets sur une pièce de machine ?
- Si elle présente une tête solide, lisse et bombée d'un côté, et une forme de champignon métallique irrégulière et écrasée à l'arrière, il s'agit d'une Rivet solide.
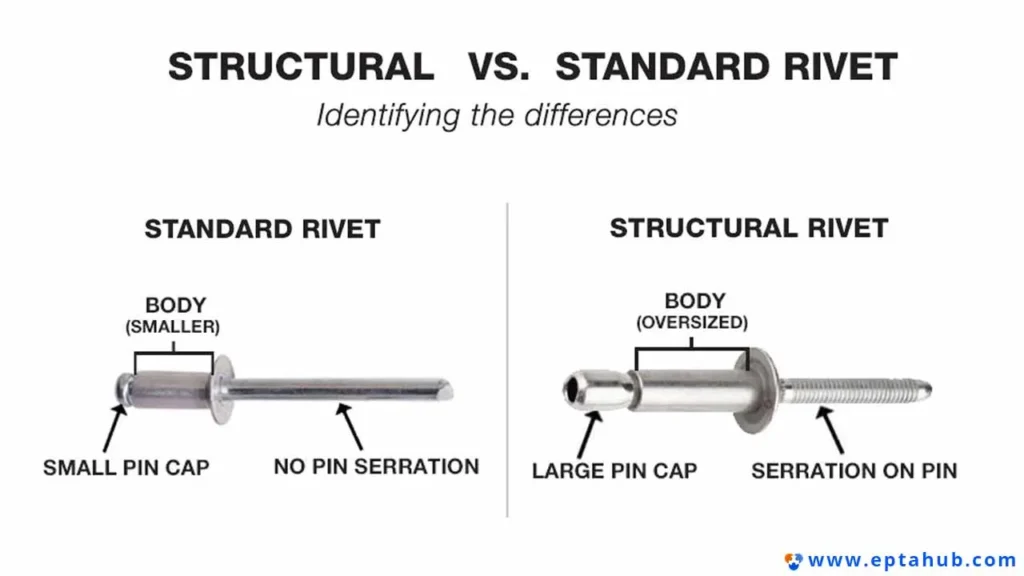
- Si elle présente une bride lisse sur le devant avec un minuscule trou exactement au centre (là où le mandrin s'est cassé), et un tube creux et renflé à l'arrière, il s'agit d'une Rivet aveugle (Pop).
- Si l'arrière présente un rebord roulé et creux, il s'agit d'un Rivet semi-tubulaire.
Q4 : Dois-je utiliser acier inoxydable rivets sur tôle d'aluminium ?
En général, non. En tant qu'ingénieur, vous devez tenir compte de Corrosion galvanique. Lorsque des métaux différents (comme l'acier inoxydable et l'aluminium) sont en contact physique en présence d'un électrolyte (comme l'eau de pluie ou l'eau salée), le métal le plus réactif (l'aluminium) se comporte comme une anode et se corrode rapidement. Si l'utilisation de rivets en acier inoxydable dans l'aluminium est indispensable pour une résistance optimale, ces rivets doivent être recouverts d'un mastic diélectrique (comme un primaire au chromate de zinc) avant leur installation.
Verdict de l'ingénieur : Fixation permanente réussie
Pour répondre à la question fondamentale —Quelle est la définition d'un rivet ?—c’est l’expression ultime de l’assemblage mécanique permanent.
Lors de la conception d'un assemblage boulonné, il faut constamment composer avec les lois de la physique liées aux vibrations, à la dilatation thermique et à la relaxation du couple. En revanche, lors de la conception d'un assemblage riveté, deux pièces de matériau sont liées de façon permanente par déformation plastique.
Cependant, comme nous l'avons vu, la qualité d'un rivet dépend entièrement de l'ingénieur qui l'a conçu et du technicien qui l'a posé. Il est indispensable de calculer la longueur de serrage exacte, de choisir le diamètre approprié, de respecter les propriétés galvaniques des matériaux et d'appliquer l'énergie cinétique précise nécessaire à la formation de la queue de rivet. La maîtrise de ces variables garantit la rigidité, la sécurité et la résistance de vos assemblages aux environnements mécaniques les plus extrêmes.
Références
À Standardisez votre production interne Veuillez intégrer les normes d'ingénierie suivantes dans votre matrice de contrôle qualité, afin de garantir que vos assemblages respectent les réglementations de sécurité internationales et que vos procédures opérationnelles standard (SOP) sont conformes aux normes en vigueur :
- ASME B18.1.1 (Petits rivets pleins) et ASME B18.1.2 (Grands rivets)
L'American Society of Mechanical Engineers fournit les normes dimensionnelles définitives, les profils de tête (fraiseuse, universelle, à tête cylindrique) et les limites de tolérance pour les rivets pleins utilisés dans la construction métallique et le génie mécanique.
Lien: ASME.org - Circulaire consultative de la FAA AC 43.13-1B (Chapitre 4 : Structures métalliques, soudage et brasage)
Le manuel de référence de la Federal Aviation Administration (FAA) sur la réparation des structures d'aéronefs. Il fournit des tableaux exhaustifs sur le calcul de la disposition des rivets, des distances aux bords et des techniques de rivetage appropriées. tôle d'aluminium.
Lien: FAA.gov







