EPTAHUB bietet ein breites Spektrum an Oberflächenbehandlungsalternativen in Kombination mit einer Online-Angebotsfunktion in Echtzeit. Wir decken die Oberflächenbehandlungsanforderungen nahezu aller Fertigungsprozesse ab – von CNC-Bearbeitung und Blechbearbeitung bis hin zu 3D-Druck, Spritzguss, Urethanguss und vielem mehr!
Metalloberflächen-Übersicht
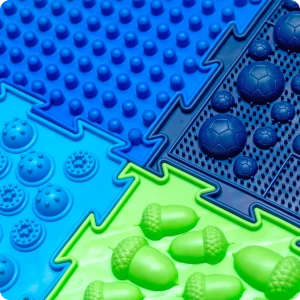
Galerie der 3D-Druck-Oberflächen
Oberflächenveredelungen beim Kunststoffspritzguss
Portfolio für Pulverbeschichtungen
Mit dem Sofortangebotssystem von EPTAHUB können Sie Materialien, Funktionen und Oberflächen individuell anpassen und benutzerdefinierte Anmerkungen für Ihre spezifischen Fertigungsprojekte hinzufügen. Dank zahlreicher Standard-Oberflächenoptionen zu sofort verfügbaren Online-Preisen sind wir Ihr Komplettanbieter. Für noch individuellere Anforderungen können Sie mehrere Oberflächen pro Bauteil angeben. Erfahren Sie mehr über die Details der einzelnen Oberflächen und entdecken Sie praktische Beispiele in den folgenden Abschnitten.
Wenn Sie eine spezielle Oberflächenbehandlung oder Nachbearbeitungsmethode wünschen, die hier nicht aufgeführt ist, kontaktieren Sie uns bitte. Alternativ können Sie bei der Angebotserstellung die Option “Sonstige” auswählen, um Ihre Anforderungen zu beschreiben und eine manuelle Bewertung anzufordern.



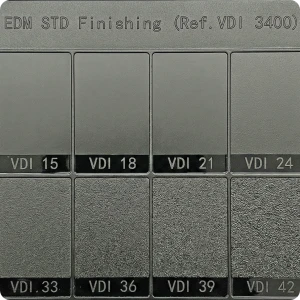
EPTAHUB arbeitet mit einem vielfältigen Netzwerk von Formlieferanten zusammen und bietet alle gängigen Oberflächenbearbeitungsoptionen für Formen an. Die Oberflächen reichen von glänzend über matt bis hin zu strukturierten Oberflächen – jede auf die Formkavität aufgebrachte Oberflächenbehandlung wird auf das Formteil übertragen. Beispielsweise ergibt eine polierte Formoberfläche ein reflektierendes (oder transparentes) Teil. Im Gegensatz zu CNC-gefrästen oder 3D-gedruckten Teilen (bei denen jede Komponente einzeln bearbeitet wird) werden Oberflächenbehandlungen direkt auf die Form aufgebracht. Das Hinzufügen einer Oberflächenbehandlung oder Textur kann die Werkzeugkosten beeinflussen (abhängig vom erforderlichen Verfahren), hat aber keinen Einfluss auf den Preis der einzelnen Teile.
Unsere Standard-Formoberflächen umfassen:
Urethangussteile können je nach Urethanzusammensetzung starr, flexibel oder sogar gummiartig sein. Wir bieten Urethan in einer breiten Farbpalette an, darunter transparent (Standard), schwarz und individuelle Farbanpassungen. Die Teile sind wahlweise mit einer standardmäßigen glatten Oberfläche oder einer individuellen Oberflächenbehandlung (inklusive Montage von Befestigungselementen und Lackierung) erhältlich.


Unser automatisiertes Angebotssystem liefert Ihnen sofort Preise, sodass Sie Ihre Projektkosten schnell abschätzen können.
Bei hochpräzisen oder komplexen Teilen können Ihnen unsere Senior Account Manager detailliertere Angebote unterbreiten und Ihnen dabei helfen, die beste Gesamtlösung für Ihre Bedürfnisse zu finden.









