EPTAHUBは、幅広い仕上げオプションとリアルタイムのオンライン見積もり機能を提供します。CNC加工や板金加工から3Dプリンティング、射出成形、ウレタン鋳造など、ほとんどすべての製造プロセスにおける仕上げニーズに対応します。
金属仕上げのショーケース
3Dプリント完成ギャラリー
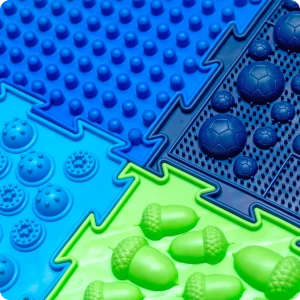
プラスチック射出成形表面仕上げ
粉体塗装仕上げ製品ポートフォリオ
EPTAHUBの即時見積もりシステムでは、ユーザーは独自の製造プロジェクトに合わせて、材料、機能、仕上げをカスタマイズし、カスタムメモを追加できます。多数の標準仕上げオプションをオンラインで即時価格表示しており、ワンストップサービスプロバイダーとしてご利用いただけます。よりパーソナライズされた要件には、コンポーネントごとに複数の仕上げを指定できます。各仕上げの詳細と具体的な例については、以下のセクションをご覧ください。.
ここに記載されていない特定の仕上げ方法や後処理方法をご希望の場合は、お気軽にお問い合わせください。または、お見積もり時に「その他」の仕上げオプションを選択して、ご要望をお伝えいただき、手動による査定をご依頼ください。.



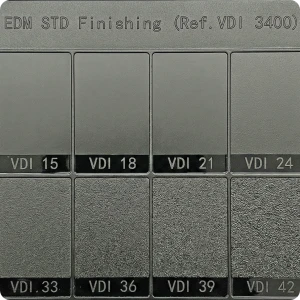
EPTAHUBは、多様な金型サプライヤーネットワークと提携し、あらゆる標準的な金型仕上げオプションを提供しています。金型仕上げは、光沢仕上げからマット仕上げ、さらにはパターン仕上げまで幅広く対応可能です。金型キャビティ表面に施された仕上げは、成形品にも反映されます。例えば、光沢のある研磨仕上げの金型表面からは、光沢のある(または透明な)成形品が生まれます。CNC加工や3Dプリント部品(各部品を個別に処理する)とは異なり、金型仕上げは金型に直接施されます。仕上げやテクスチャを追加すると、必要なプロセスによっては金型コストに影響する場合がありますが、個々の部品の価格には影響しません。.
当社の標準的な金型仕上げには以下が含まれます。
ウレタン成形部品は、ウレタンの組成によって、硬質、柔軟、あるいはゴムのような質感になります。当社では、透明(標準)、黒、特注色など、幅広い色のウレタンをご用意しております。部品は、標準の滑らかな表面仕上げ、または特注仕上げ(金具の取り付けや塗装を含む)でご提供可能です。.


当社の自動見積もりシステムは即座に価格を提示するため、プロジェクト費用を迅速に見積もることができます。.
高精度部品や複雑な部品については、当社のシニアアカウントマネージャーがより詳細な見積もりを提供し、お客様のニーズに最適な総合的なソリューションを見つけるお手伝いをいたします。.









