EPTAHUB propose une vaste gamme de solutions de finition et un service de devis en ligne en temps réel. Nous répondons aux besoins de finition de la plupart des procédés de fabrication, de l'usinage CNC et du travail de la tôle à l'impression 3D, au moulage par injection, au moulage d'uréthane et bien plus encore !
Vitrine de finitions métalliques
Galerie de finitions d'impression 3D
Finitions de surface par moulage par injection plastique
Gamme de finitions par revêtement en poudre
Le système de devis instantané d'EPTAHUB permet aux utilisateurs de personnaliser les matériaux, les caractéristiques et les finitions, et d'ajouter des notes personnalisées pour leurs projets de fabrication uniques. Grâce à de nombreuses options de finition standard disponibles à des prix en ligne immédiats, nous nous positionnons comme votre fournisseur unique. Pour des exigences plus personnalisées, vous pouvez spécifier plusieurs finitions par composant. Découvrez le détail de chaque finition et explorez des exemples concrets dans les sections ci-dessous.
Si vous recherchez une finition ou un traitement post-production spécifique qui ne figure pas dans cette liste, n'hésitez pas à nous contacter. Vous pouvez également sélectionner l'option “ Autre ” lors de votre demande de devis pour nous faire part de vos besoins et solliciter une évaluation manuelle.



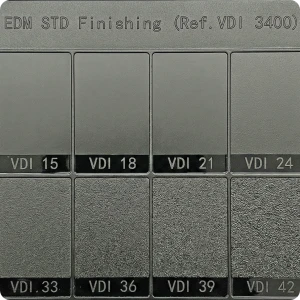
EPTAHUB collabore avec un vaste réseau de fournisseurs de moules, offrant toutes les options de finition standard. Ces finitions peuvent être brillantes, mates ou même texturées : toute finition appliquée à la surface de la cavité du moule est transférée à la pièce moulée. Par exemple, une surface de moule polie et réfléchissante produira une pièce réfléchissante (ou transparente). Contrairement aux pièces usinées CNC ou imprimées en 3D (où chaque composant est traité individuellement), les finitions de moule sont appliquées directement sur le moule. L’ajout d’une finition ou d’une texture peut impacter les coûts d’outillage (selon le procédé requis), mais n’affecte pas le prix des pièces individuelles.
Nos finitions de moules standard comprennent :
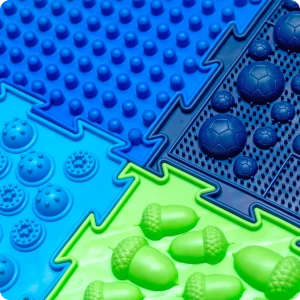
Les pièces moulées en uréthane peuvent être rigides, flexibles, voire caoutchouteuses, selon la composition de l'uréthane. Nous proposons une vaste gamme de couleurs, dont le transparent (standard), le noir et des teintes sur mesure. Les pièces peuvent être livrées avec une finition lisse standard ou une finition personnalisée (incluant la pose de la visserie et la peinture).


Notre système de devis automatisé vous fournit un prix instantané afin que vous puissiez estimer rapidement les coûts de votre projet.
Pour les pièces de haute précision ou complexes, nos responsables de comptes senior peuvent vous fournir des devis plus détaillés et vous aider à trouver la meilleure solution globale pour vos besoins.









