A EPTAHUB oferece um amplo espectro de alternativas de acabamento, aliado à funcionalidade de orçamento online em tempo real. Atendemos às necessidades de acabamento em praticamente todos os processos de fabricação, desde usinagem CNC e fabricação de chapas metálicas até impressão 3D, moldagem por injeção, fundição de uretano e muito mais!
Vitrine de Acabamentos Metálicos
Galeria de Acabamentos de Impressão 3D
Acabamentos de superfície em moldagem por injeção de plástico
Portfólio de Acabamentos em Pintura a Pó
O sistema de cotação instantânea da EPTAHUB permite que os usuários personalizem materiais, características, acabamentos e adicionem notas personalizadas para seus projetos de fabricação exclusivos. Com diversas opções de acabamento padrão disponíveis a preços online instantâneos, somos o seu fornecedor de serviços completo. Para requisitos mais personalizados, você pode especificar vários acabamentos por componente. Explore os detalhes de cada acabamento e exemplos práticos nas seções abaixo.
Se você procura um método específico de acabamento ou pós-processamento que não esteja listado aqui, não hesite em nos contatar. Como alternativa, selecione a opção de acabamento “Outro” durante a solicitação de orçamento para descrever suas necessidades e solicitar uma avaliação manual.



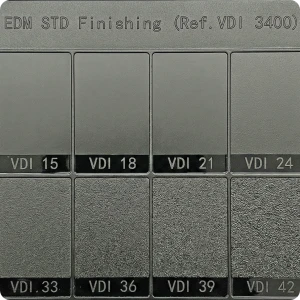
A EPTAHUB trabalha em parceria com uma rede diversificada de fornecedores de moldes, oferecendo todas as opções padrão de acabamento. Os acabamentos podem variar de brilhantes a foscos e até mesmo texturizados — qualquer acabamento aplicado à superfície da cavidade do molde é transferido para a peça moldada. Por exemplo, uma superfície de molde polida e reflexiva produzirá uma peça reflexiva (ou transparente). Ao contrário das peças usinadas por CNC ou impressas em 3D (onde cada componente é tratado individualmente), os acabamentos são aplicados diretamente no molde. A adição de um acabamento ou textura pode impactar os custos de ferramental (dependendo do processo necessário), mas não afeta o preço das peças individuais.
Nossos acabamentos padrão para moldes incluem:
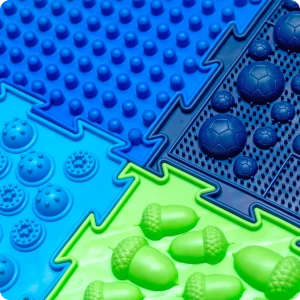
As peças moldadas em uretano podem ser rígidas, flexíveis ou até mesmo semelhantes à borracha, dependendo da composição do uretano. Oferecemos uretano em uma ampla gama de cores, incluindo transparente (padrão), preto e cores personalizadas. As peças também podem ser fornecidas com um acabamento liso padrão ou um acabamento personalizado (incluindo instalação de ferragens e pintura).


Nosso sistema automatizado de orçamentos fornece preços instantâneos para que você possa estimar rapidamente os custos do seu projeto.
Para peças complexas ou de alta precisão, nossos gerentes de contas seniores podem fornecer orçamentos mais detalhados e ajudá-lo a encontrar a melhor solução geral para suas necessidades.









