











Bonjour à nouveau. C'est votre ingénieur Eptahub. Si vous avez déjà observé un cadre de fenêtre en aluminium, un rail à rainure en T pour un établi ou les ailettes complexes d'un dissipateur thermique et que vous vous êtes demandé comment un profil aussi complexe et continu est fabriqué, vous avez observé une extrusion.
Le principe de base de l'extrusion est aussi simple que de presser un tube de dentifrice. Mais derrière cette simplicité se cache un procédé de fabrication puissant qui nous permet de créer des sections transversales incroyablement complexes à un coût relativement faible, notamment à grande échelle. J'ai eu recours à l'extrusion pour résoudre des problèmes de conception allant des boîtiers électroniques sur mesure aux châssis légers.
Cependant, la différence entre une pièce extrudée économique et de haute qualité et une pièce coûteuse et problématique tient souvent à la compréhension des subtilités du processus. Ce guide est conçu pour les personnes qui doivent prendre des décisions éclairées : l’ingénieur concepteur qui définit les tolérances et le responsable des achats qui sélectionne le produit final.
Nous allons aborder les points suivants :
- Les mécanismes de base : Comment fonctionne l'extrusion au niveau physique.
- Les principales méthodes : Extrusion directe vs. extrusion indirecte et leurs principales différences.
- Le rôle de la température : Un aperçu pratique de l'extrusion à chaud et à froid.
- Conception en vue de la fabrication (DFM) : Les “ règles d’or ” pour concevoir des profils faciles à produire et moins susceptibles de présenter des défaillances.
- Sélection des matériaux : Pourquoi l'aluminium est roi et quelles sont vos options.
- Un guide étape par étape pour élaborer une demande de devis parfaite pour les composants extrudés.
Faisons passer un lingot à travers une filière.
Façonner le métal comme du dentifrice
En termes simples, l'extrusion est un procédé de compression où un matériau est forcé de passer à travers une filière, un outil présentant un profil transversal spécifique. Le matériau ressort de l'autre côté de la filière sous forme d'une pièce continue et allongée, ayant le même profil que l'ouverture de la filière.
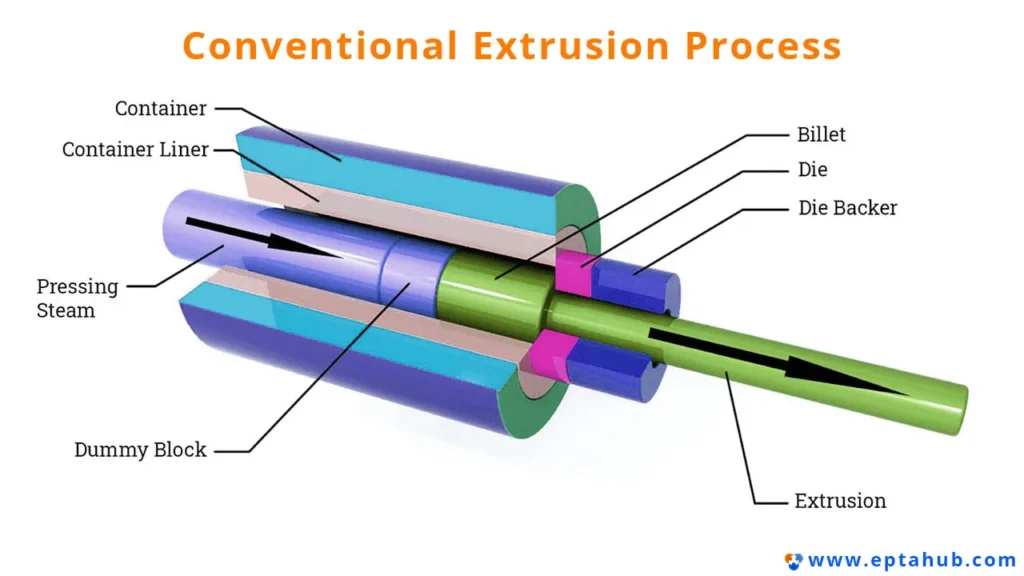
Les principaux acteurs de ce processus sont :
- Le billet : Il s'agit de la matière première, un bloc ou un cylindre solide du matériau à extruder (par exemple, aluminium, cuivre, plastique).
- Le conteneur : Une chambre à parois épaisses qui maintient la billette sous pression.
- Le bélier (ou piston) : Un piston qui applique une pression immense à l'arrière de la billette, la forçant vers l'avant.
- Le dé : Un disque en acier trempé découpé selon le profil final souhaité. C'est le cœur de l'opération, là où opère la véritable “ magie ”.
Le procédé est simple : la billette (souvent préchauffée) est placée dans le conteneur. Le piston la pousse avec une force de plusieurs milliers de tonnes contre la filière. Cette pression immense contraint le matériau à se déformer plastiquement et à s’écouler à travers l’ouverture de la filière, pour former le profilé final. La longue extrusion est ensuite refroidie, étirée pour éliminer les contraintes internes, puis coupée aux longueurs souhaitées.
Extrusion directe ou indirecte : quelle méthode est utilisée ?
Bien que le concept soit simple, il existe deux manières principales de le mettre en œuvre : directement ou indirectement. Ce choix influe sur la force requise, l’outillage et la qualité du produit final.
Extrusion directe (extrusion en avant)
Il s'agit de la méthode la plus ancienne et la plus courante. En extrusion directe, la billette glisse vers l'avant par rapport à la paroi du conteneur tandis que le piston la pousse vers la filière fixe.
- Analogie: Imaginez une seringue standard. Vous appuyez sur le piston (le piston), ce qui force le liquide (la bille) à travers les parois du corps de la seringue (le récipient) et à sortir par l'aiguille (la filière).
- Avantages : Outillage et réglage de la presse simplifiés. Un procédé polyvalent et bien maîtrisé.
- Inconvénients : Le principal inconvénient est l'immense friction La force générée lors du glissement de la billette entière le long des parois du conteneur est nettement supérieure à la force nécessaire, et cette force varie en fonction de la longueur de la billette, ce qui peut engendrer des propriétés non uniformes.
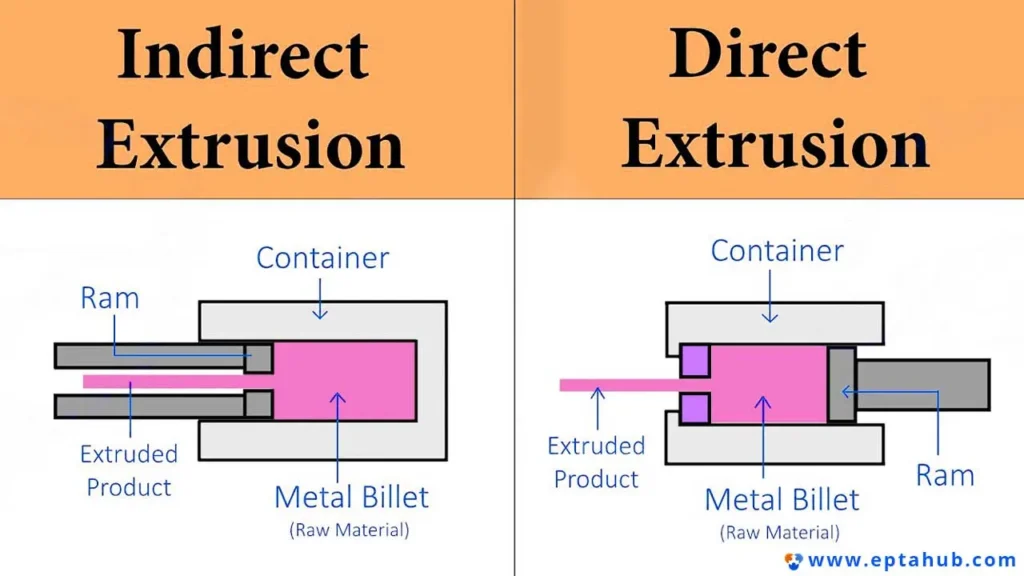
Extrusion indirecte (extrusion inverse)
Dans cette méthode plus avancée, la matrice est montée à l'avant d'un piston creux. Le piston pousse la matrice. dans La billette est maintenue immobile dans le conteneur. Le matériau s'écoule à rebrousse-poil à travers la filière et sort par le piston creux.
- Analogie: Imaginez une seringue sans capuchon. Vous maintenez le piston immobile et vous poussez la seringue. baril Le liquide s'écoule par un trou percé dans le piston.
- Avantages : Le frottement est presque éliminé., Cela signifie qu'une force moindre est nécessaire et que cette force reste constante. Il en résulte des propriétés mécaniques plus uniformes et moins de déchets.
- Inconvénients : L'outillage est plus complexe et la taille du profil est limitée par le diamètre intérieur du piston creux.
Tableau 1 : Extrusion directe vs. indirecte – Comparaison du point de vue d’un ingénieur
| Fonctionnalité | Extrusion directe (la plus courante) | Extrusion indirecte |
|---|---|---|
| Friction | Haut (le billette se déplace contre la paroi du conteneur) | Bas (le billette est immobile par rapport au conteneur) |
| Force requise | Élevée et variable | Plus bas et plus régulier |
| Structure granulaire | Peut être moins uniforme sur toute la longueur | Plus uniforme et cohérent |
| Idéal pour | Profilés standard, formes solides, applications à moindre coût. | Profilés de haute précision, formes creuses complexes, alliages sensibles au frottement. |
Extrusion à chaud vs. extrusion à froid : le rôle de la température
La température à laquelle l'extrusion a lieu a un impact considérable sur le procédé et les propriétés du produit final.
Extrusion à chaud
Il s'agit de loin du type d'extrusion le plus courant, notamment pour les alliages d'aluminium et de cuivre. Le procédé est réalisé à des températures élevées, bien supérieures à la température de recristallisation du matériau (pour l'aluminium, celle-ci se situe généralement entre 350 et 500 °C / 660 et 930 °F).
- Pourquoi le faire chaud ? Le chauffage du lingot le rend mou et ductile. Cela réduit considérablement la force nécessaire pour le faire passer à travers la matrice et permet la création de sections transversales très complexes et détaillées.
- Principaux compromis : Ce procédé permet de réaliser des formes extrêmement complexes, mais le résultat n'est pas parfait. finition de surface (en raison de l'oxydation) et des tolérances dimensionnelles plus larges (en raison de la contraction thermique).
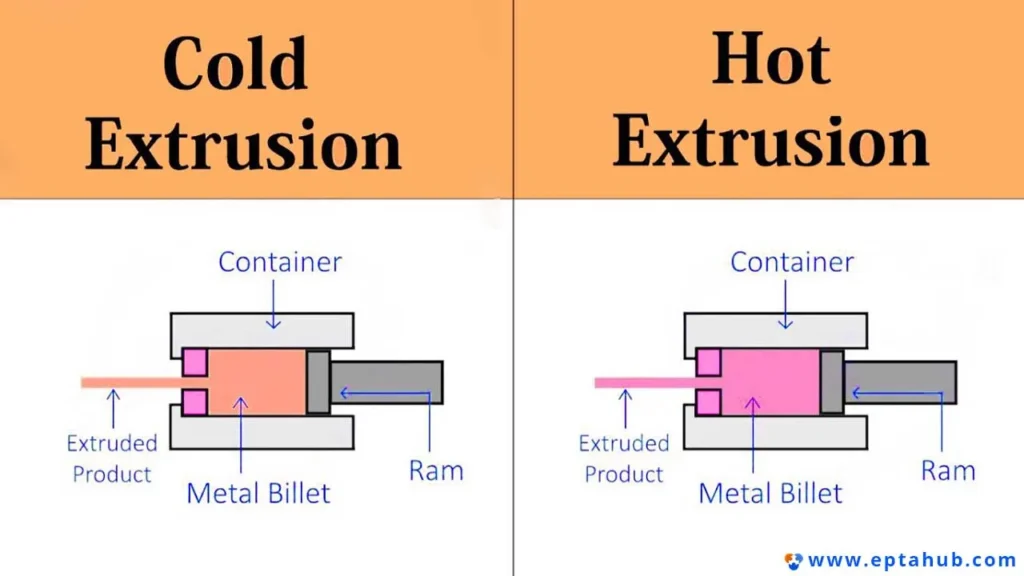
Extrusion à froid
L'extrusion à froid est réalisée à température ambiante ou presque. Le matériau n'étant pas ramolli par la chaleur, sa déformation nécessite une force considérable.
- Pourquoi le faire à froid ? Le principal avantage réside dans l'effet sur les propriétés du matériau. Le procédé est une forme d'écrouissage, qui conduit à écrouissage. La pièce finale est nettement plus résistante et plus dure que la matière première.
- Principaux compromis : Ce procédé permet d'obtenir un excellent état de surface, des tolérances serrées et des propriétés mécaniques améliorées. Cependant, il exige une force considérable et se limite aux formes simples.
Choix des matériaux : pourquoi l’aluminium est roi
Bien qu'il soit possible d'extruder du plastique, du cuivre, du laiton et même de l'acier (avec beaucoup de difficulté), aluminium L'aluminium est le matériau d'extrusion par excellence. Plus de 70 % des produits métalliques extrudés sont fabriqués à partir d'alliages d'aluminium.
Pourquoi l'aluminium est-il si parfaitement adapté à l'extrusion ?
- Excellente extrudabilité : Il possède un point de fusion relativement bas et est très ductile à chaud, ce qui facilite son passage à travers des filières complexes.
- Rapport résistance/poids élevé : Cela le rend idéal pour les applications structurelles où le poids est un facteur important.
- Résistance naturelle à la corrosion : L'aluminium forme instantanément une couche d'oxyde résistante et transparente qui le protège des agressions extérieures. Ce procédé permet d'améliorer encore cette protection par anodisation.
Alliages d'aluminium courants pour l'extrusion :
- Aluminium 6063 : L'alliage d'extrusion le plus courant. Il offre un excellent état de surface, une haute résistance à la corrosion et s'anodise facilement. C'est la référence pour les applications architecturales et esthétiques.
- Aluminium 6061 : Plus résistant que le 6063, cet alliage structurel polyvalent est utilisé pour de nombreuses applications, des châssis de machines aux composants aérospatiaux. Son état de surface est très bon, même s'il n'atteint pas la perfection du 6063.
Conception de profils intelligents : règles clés pour la fabricabilité (DFM)
Le coût et la qualité de votre pièce extrudée dépendent en grande partie de la phase de conception. Un profil bien conçu garantit un fonctionnement optimal. Un profil mal conçu, en revanche, engendre des problèmes pour l'extrudeuse et augmente vos coûts. En tant qu'ingénieur qui examine quotidiennement ces conceptions, voici les critères que je vérifie en priorité.
- Règle 1 : Visez une épaisseur de paroi uniforme. Voici la règle d'or : un profilé dont les parois ont une épaisseur constante refroidira de façon uniforme, minimisant ainsi les déformations et les contraintes internes. Si une section épaisse est assemblée à une section mince, cette dernière refroidira et se rétractera plus rapidement, ce qui risque de déformer l'ensemble du profilé.
- Règle 2 : Évitez les angles vifs. Les angles vifs, tant internes qu'externes, concentrent les contraintes dans la matrice, entraînant une usure prématurée et des défaillances. Ils entravent également l'écoulement régulier du métal. Il est donc conseillé d'ajouter des rayons de courbure importants (un minimum de 0,5 à 1 mm constitue un bon point de départ).
- Règle 3 : Gardez-le symétrique. Les profils symétriques sont plus faciles à extruder car la pression et le flux de métal sont équilibrés. Les formes asymétriques peuvent engendrer des forces inégales sur la filière, ce qui complique le respect de tolérances serrées.
- Règle 4 : Comprendre que les creux ajoutent du coût. Les profilés pleins sont extrudés à travers une simple filière plate. Les profilés creux (comme un tube carré) nécessitent une filière beaucoup plus complexe, dite “ en araignée ” ou “ à hublot ”, où le métal se sépare et se ressoude dans une chambre avant de sortir. Ces filières sont plus coûteuses à fabriquer et à entretenir. Si votre conception peut être réalisée avec un profilé ouvert, ce sera moins cher.
- Règle 5 : Respectez le format d'image. Évitez les éléments extrêmement longs, fins et non supportés. Une ailette très haute et fine sur un dissipateur thermique est beaucoup plus difficile à extruder sans déformation qu'une ailette plus courte et plus épaisse. Un rapport hauteur/espacement de 10:1 est une limite pratique courante à prendre en compte.
Étude de cas : Conception d’un dissipateur thermique sur mesure pour un luminaire LED
- Le défi : Un client développait un système à haute puissance Éclairage LED industriel Leur prototype initial, utilisant un dissipateur thermique standard, surchauffait, provoquant une défaillance prématurée des LED. Ils avaient besoin d'une solution sur mesure optimisant la surface de refroidissement dans un boîtier compact.
- Pourquoi l'extrusion ? Les ailettes longues, fines et complexes nécessaires à un dissipateur thermique haute performance sont impossibles à usiner de manière rentable. L'extrusion était le seul procédé de fabrication viable.
- Notre processus de conception (application de la méthode DFM) :
- Sélection des matériaux : Nous avons choisi Aluminium 6063-T5. L'acier 6063 a été choisi pour son excellente conductivité thermique et son aptitude à être extrudé en profilés à ailettes fines et à fort rapport d'aspect. L'état T5 (vieillissement artificiel) assure une bonne stabilité dimensionnelle.
- Conception des ailerons (règle DFM 5) : Au départ, les ingénieurs souhaitaient des ailettes extrêmement fines et hautes. Nous avons effectué une simulation d'écoulement et les avons informés qu'au-delà d'un certain rapport hauteur/écartement (environ 10:1), l'extrusion des ailettes devenait difficile sans déformation et leur efficacité de refroidissement diminuait. Nous avons donc opté pour une ailette légèrement plus courte et plus large, plus facile à fabriquer.
- Épaisseur de base (règle DFM 1) : Nous avons veillé à ce que la base du dissipateur thermique soit épaisse et uniforme afin de favoriser une répartition homogène de la chaleur et de fournir une base stable aux ailettes pendant le processus d'extrusion.
- Trous de fixation : Au lieu d'usiner ultérieurement les trous de fixation, nous avons intégré des bossages de vis directement dans le profilé extrudé. Il s'agit de canaux circulaires qui peuvent être percés et taraudés en une simple opération secondaire, ce qui permet de gagner un temps machine considérable.
- Le résultat : Le dissipateur thermique extrudé final a affiché des performances supérieures à la solution initiale pour l'alliage 30%, résolvant ainsi le problème de surchauffe. En appliquant les principes de conception pour la fabrication (DFM) dès le départ, nous avons créé un profil non seulement thermiquement efficace, mais aussi économique à produire en grande série.
Comment s'approvisionner en profilés extrudés : Élaborer la demande de devis idéale
Un dossier de demande de devis clair et complet est la meilleure façon d'obtenir rapidement des estimations précises. Voici ce que votre partenaire en extrusion doit y trouver.
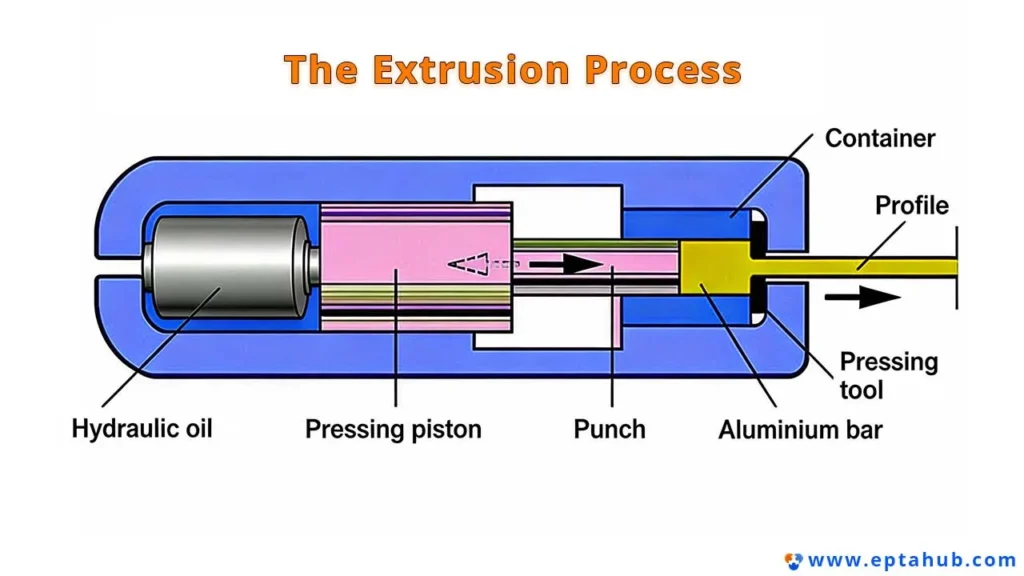
Tableau 2 : Liste de contrôle de la demande de prix pour les composants extrudés
| Catégorie | Informations à fournir | Pourquoi c'est essentiel pour votre fournisseur |
|---|---|---|
| 1. Dessin de profil / CAO | • Un dessin 2D (PDF ou DXF) montrant la section transversale avec toutes les dimensions critiques et les tolérances clairement indiquées. | Il s'agit de la seule source de référence pour le profil. Nous l'utilisons pour concevoir la matrice et pour le contrôle qualité. |
| 2. Alliage et trempe | • Précisez l'alliage et la trempe exacts. (par exemple, “ Aluminium 6061-T6 ” ou “ Aluminium 6063-T5 ”). | C'est non négociable. L'alliage détermine les propriétés du matériau (résistance, finition, résistance à la corrosion), et le traitement thermique définit son état final. “ Aluminium ” ne constitue pas une spécification suffisante. |
| 3. Tolérances | • Indiquez les tolérances commerciales standard ou spécifiez des tolérances plus strictes pour les caractéristiques critiques. Soyez réaliste. | Les tolérances d'extrusion standard sont plus larges que les tolérances d'usinage. Le maintien de tolérances inutilement serrées engendre des coûts et une complexité importants. |
| 4. Longueur et quantité | • Longueurs coupées : “ Couper à 2000 mm ± 1 mm ”. • Quantité totale : “ Devis pour 500 mètres ” ou “ Devis pour 250 pièces de 2 m chacune ”. |
Le prix dépend fortement du volume total (poids) de la commande, car celui-ci détermine le nombre de billettes produites. Les coûts de mise en place de la matrice sont amortis sur la totalité du processus de production. |
| 5. Opérations secondaires | • Indiquez clairement si vous avez besoin d'un traitement supplémentaire, tel que perçage, taraudage, Usinage CNC, ou en coupant des onglets. | Il s'agit d'étapes de fabrication distinctes qui engendrent des coûts et des délais supplémentaires. Nous devons savoir si notre devis concerne uniquement l'extrusion brute ou une pièce finie. |
| 6. Exigences de finition | • Précisez la finition de surface souhaitée : Finition brute (tel qu'extrudé), anodisé (précisez le type et la couleur, par exemple “ Anodisation transparente, type II, classe 1 ”), ou Revêtement en poudre (précisez la couleur). | La finition est une étape cruciale qui influe sur l'apparence, la durabilité et le coût. L'anodisation a également une légère incidence sur les dimensions, dont il faut tenir compte. |
Foire aux questions (FAQ)
Q : Quel est un exemple d'extrusion ?
A : On voit des profilés extrudés partout. Parmi les exemples courants, citons : les cadres de fenêtres et de portes en aluminium, les ossatures structurelles à rainure en T (comme le 80/20), les boîtiers électriques, les dissipateurs thermiques pour l'électronique, les tubes et tuyaux, les rampes et les moulures architecturales.
Q : Qu'est-ce que l'extrusion en termes simples ?
A : C'est un procédé de fabrication qui permet de créer des objets ayant un profil transversal fixe en faisant passer un matériau à travers une filière de la forme souhaitée. L'analogie la plus simple est celle de la pâte à biscuits pressée à travers une presse ou du dentifrice sorti d'un tube.
Q : Quel est le type d'extrusion le plus courant ?
UN: Extrusion directe à chaud d'alliages d'aluminium de la série 6000 (comme 6063 et 6061) est de loin le type le plus courant de Extrusion métallique exécuté dans le monde entier.
Q : Quelle est la différence entre l'extrusion et moulage par injection ?
A : L'extrusion crée un profil linéaire continu d'une seule section transversale (comme un tuyau ou un rail), qui est ensuite coupé à la longueur voulue. moulage par injection L'extrusion permet de créer des pièces tridimensionnelles distinctes (comme un engrenage en plastique ou une coque de téléphone) en injectant un matériau en fusion dans un moule fermé. On peut comparer l'extrusion à la transformation de formes 2D en 3D, tandis que le moulage crée des formes entièrement 3D en une seule opération.
Conclusion : Les fondements de la production moderne
L'extrusion est un procédé fondamental qui permet aux ingénieurs de créer des profilés complexes, légers et résistants, comme aucun autre procédé ne le permet. Sa capacité à déposer le métal avec précision là où il est nécessaire – et uniquement là où il est nécessaire – en fait une solution idéale pour une incroyable variété de défis structurels et thermiques.
En comprenant les principes fondamentaux du procédé, en concevant en tenant compte de la fabricabilité et en fournissant un cahier des charges technique clair, vous pouvez exploiter pleinement le potentiel de l'extrusion. Vous pouvez créer des pièces non seulement fonctionnelles et fiables, mais aussi très économiques. Chez Eptahub, Nous vivons et respirons ce processus, aidant nos clients à transformer un simple billette en la base de leur prochain produit phare.
Références
1. ASTM B221-21, “ Spécification standard pour les barres, tiges, fils, profilés et tubes extrudés en aluminium et en alliage d'aluminium ”, ASTM International. https://www.astm.org/b0221-21.html
2. Technologie d'extrusion pour fondations de profilés en aluminium (Fondation ET). https://www.etfoundation.org/







