











Au sein du département d'ingénierie d'eptahub.com, la précision est primordiale. Lorsqu'un jeune concepteur ou un nouvel approvisionnement entre dans mon bureau et me demande :, “ Que signifie FDM ? ”, ma première réaction est toujours : “ De quel secteur d'activité parlez-vous ? ”
Ensuite, en tant qu'ingénieur mécanicien, je me pencherai sur l'application physique la plus révolutionnaire de cet acronyme : Modélisation par dépôt de fil fondu (Impression 3D). Nous allons décortiquer la physique de l'extrusion thermoplastique, examiner les faiblesses mathématiques de la fabrication par couches successives et expliquer comment nous utilisons la technologie FDM pour éviter des coûts d'outillage considérables en production.
Que signifie FDM ?
Si vous n'appartenez pas au secteur de la fabrication mécanique, voici exactement comment votre secteur d'activité définit ce terme.
1. Technologies de l'information et télécommunications
- Que signifie FDM dans le contexte des réseaux informatiques ? Multiplexage par répartition de fréquence.
- La réalité de l'ingénierie : Il s'agit d'une technologie fondamentale des télécommunications. Ce procédé consiste à diviser la bande passante totale d'un support de transmission physique unique (comme un fil de cuivre ou un câble à fibre optique) en plusieurs bandes de fréquences distinctes et non chevauchantes. Chaque bande transporte un signal différent. C'est précisément ainsi que votre téléviseur reçoit des centaines de chaînes différentes via un seul câble coaxial sans que les signaux n'interfèrent.
2. Entreprise et logiciels
- Que signifie FDM en entreprise ? Gestion des données financières (ou gestion des données de terrain).
- La réalité de l'ingénierie : Si quelqu'un demande Que signifie FDM dans Workday ? (une plateforme logicielle RH et financière de grande envergure) ou Que signifie FDM en finance ?, Ils font référence à l'architecture utilisée pour consolider, cartographier et auditer les données financières issues de systèmes mondiaux disparates avant leur intégration dans le grand livre. De même, Que signifie FDM en marketing ? ou Que signifie FDM dans le commerce de détail ? fait souvent référence à la gestion des données de terrain, c'est-à-dire au suivi logistique des indicateurs de vente sur le terrain ou de la distribution des stocks.
3. Divertissement et jeux
- Que signifie FDM dans Fortnite ou dans le monde du jeu vidéo ? Méta du premier drop (ou occasionnellement, Match à mort gratuit).
- La réalité de l'ingénierie : Je suis ingénieur en mécanique, pas joueur professionnel. Cependant, dans le domaine de l'analyse des jeux vidéo, le terme FDM désigne souvent la stratégie qui consiste pour les joueurs à choisir leur point d'atterrissage ou de déploiement au tout début d'une partie de type Battle Royale afin d'optimiser leur collecte de ressources.
Maintenant que nous avons réussi à isoler les définitions logicielles et télécoms, nous consacrerons le reste de ce guide technique à la définition physique, liée à la fabrication.
Le noyau mécanique : que signifie FDM en impression 3D ?
Lorsqu'un ingénieur en mécanique demande Que signifie FDM en impression 3D, la réponse est Modélisation par dépôt de fil fondu.
Inventée par S. Scott Crump à la fin des années 1980 (qui a ensuite fondé Stratasys), la technologie FDM est la technologie de fabrication additive la plus utilisée au monde.
- Note juridique : Stratasys a déposé massivement la marque “ FDM ”. Par conséquent, pour éviter les poursuites judiciaires, la communauté open source (comme le projet RepRap) a inventé le terme FFF (Fabrication par dépôt de filament fondu). D'un point de vue ingénierie et physique, les procédés FDM et FFF sont exactement le même procédé mécanique.
La physique de la fabrication additive FDM
La technologie FDM n'utilise ni lasers, ni cuves de résine toxique, ni poudres métalliques. Elle repose sur la thermodynamique du changement de phase des plastiques techniques standards.
Voici la séquence mécanique exacte du fonctionnement d'une machine FDM :
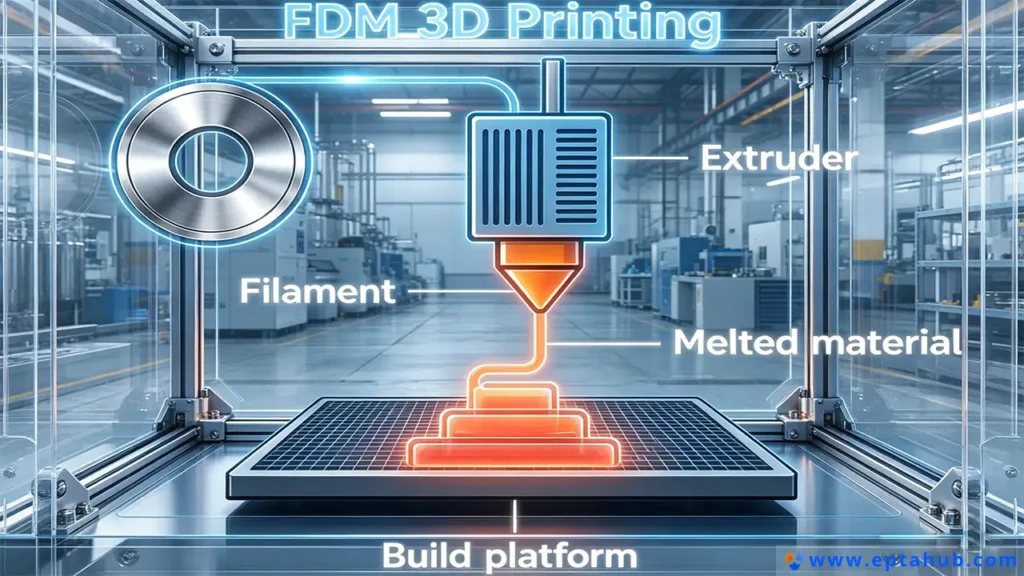
- La matière première : La machine est alimentée par une bobine continue de filament thermoplastique solide (généralement de 1,75 mm ou 2,85 mm de diamètre). Les matériaux couramment utilisés sont le PLA, l'ABS, le PETG et l'ULTEM de qualité aérospatiale.
- L'extrudeuse et la tête d'impression : Un moteur pas à pas (l'extrudeuse) saisit physiquement le filament et le pousse dans une chambre thermique conçue mathématiquement (la tête d'extrusion). La tête d'extrusion est électriquement… chauffé à une température précisément supérieure à celle du matériau Température de transition vitreuse (Tg) et dans sa phase de fusion (généralement entre 200 °C et 300 °C).
- La buse : Le plastique visqueux et fondu est forcé à travers une buse microscopique en laiton ou en acier trempé (généralement de 0,4 mm de diamètre).
- Dépôt cinématique : Le portique CNC de l'imprimante déplace la buse sur les axes X et Y, “ dessinant ” une section transversale 2D du modèle CAO sur une plaque de construction.
- Empilage selon l'axe Z : Une fois la première couche déposée, le plateau s'abaisse (ou la tête d'impression s'élève) sur l'axe Z d'une fraction de millimètre (par exemple, 0,2 mm). La machine dépose ensuite la couche suivante directement sur la précédente. La chaleur de la nouvelle couche fait fondre la couche inférieure, les fusionnant thermiquement.
Matrice d'ingénierie : FDM vs. Technologies d'impression 3D alternatives
Pour vraiment comprendre Que signifie FDM ? En milieu industriel, il est essentiel de comprendre les limites de la fabrication additive par rapport aux autres procédés. Nous n'utilisons pas la technologie FDM pour tout. Chez eptahub.com, nous sélectionnons cette technologie en fonction d'exigences mécaniques strictes.
| Paramètre d'ingénierie | FDM (Modélisation par dépôt de fil fondu) | SLA (Stéréolithographie) | SLS (Frittage laser sélectif) |
|---|---|---|---|
| État matériel primaire | Bobines en thermoplastique solide | Résine photopolymère liquide | Poudre de polymère microscopique |
| Déclencheur de changement de phase | Fusion thermique (chaleur) | Polymérisation photochimique (laser UV) | Fusion thermique (laser infrarouge) |
| Tolérance dimensionnelle | Modéré (± 0,2 mm) | Extrêmement élevé (± 0,05 mm) | Haute (± 0,1 mm) |
| Isotropisme mécanique | anisotropie (Faible en axe Z) | Isotrope (force uniforme) | Isotrope (force uniforme) |
| Géométrie interne | Nécessite des structures de support détachables | Nécessite des structures de support détachables | Autonome (Aucun support nécessaire) |
| Utilisation industrielle primaire | Gabarits, dispositifs de fixation, prototypes structurels | Modèles esthétiques de haute précision, moules | Pièces finales complexes et fonctionnelles |
Le principal défaut de la méthode FDM : l’anisotropie selon l’axe Z
Le concept d'ingénierie le plus important que vous devez comprendre concernant la FDM est : Anisotropie.
Si vous prenez un bloc solide de plastique ABS moulé par injection, il est isotrope. Cela signifie que sa résistance mécanique est identique quelle que soit la direction dans laquelle on tire dessus.
Une pièce FDM est anisotropie. Comme la pièce est fabriquée en empilant les uns sur les autres des cylindres microscopiques de plastique semi-fondu, la liaison entre Les couches (l'axe Z) sont nettement inférieures au brin de plastique continu dans la couche (les axes X et Y).
Si vous testez la résistance à la traction d'une pièce FDM, elle peut supporter une force de 40 mégapascals (MPa) lorsqu'elle est tirée selon l'axe X/Y. Mais si vous la tirez verticalement (selon l'axe Z), elle peut se rompre à seulement 15 MPa car les couches se délaminent (se séparent).
Étude de cas en ingénierie : Le gabarit d'assemblage cassé
Pour illustrer à quel point il est crucial de comprendre la cinématique FDM, prenons l'exemple d'une panne survenue dans notre division d'assemblage chez eptahub.com.
Le scénario : Nous fabriquions une grande série de collecteurs pneumatiques en aluminium. Pour accélérer le processus d'assemblage manuel, un jeune ouvrier a été chargé de… conçu par un ingénieur un gabarit de maintien sur mesure en forme de U. Pour économiser le coût de $2,000 et le délai de livraison de 3 semaines de Usinage CNC Au lieu de fabriquer le gabarit en aluminium, ils ont judicieusement opté pour l'impression 3D en utilisant notre système FDM industriel avec du nylon renforcé de fibres de carbone (PA-CF).

L'échec : Le jeune ingénieur a envoyé le fichier STL à l'imprimante FDM. Celle-ci a automatiquement positionné le gabarit en forme de U à plat sur sa face arrière (afin de minimiser le besoin de supports) et l'a imprimé.
Sur la chaîne de production, un technicien d'assemblage a placé le lourd collecteur en aluminium dans le gabarit en forme de U et l'a serré fermement. Le bras droit du gabarit en forme de U s'est immédiatement rompu sous la force de cisaillement.
La cause profonde en matière d'ingénierie :
Le jeune ingénieur a traité la pièce FDM comme s'il s'agissait d'un bloc de métal isotrope. Il n'a pas tenu compte de la faiblesse de l'axe Z.
Comme la pièce avait été imprimée à plat, les couches de plastique étaient parfaitement horizontales. Lorsque le technicien a appliqué une force de serrage contre le bras vertical du “ U ”, la force de cisaillement s'est exercée précisément le long du point le plus fragile de la pièce : les lignes d'adhérence des couches (l'axe Z). Les couches se sont alors tout simplement cisaillées.
La solution :
Nous n'avons modifié ni le design ni le matériau. Nous avons simplement changé le Orientation d'impression.
J'ai demandé au technicien de reprogrammer le G-code, en faisant pivoter le gabarit en forme de U de 90 degrés afin qu'il s'imprime debout sur le côté. Désormais, les brins continus et incroyablement résistants de nylon extrudé renforcé de fibres de carbone (les axes X et Y) couraient sans interruption le long des bras du “ U ”.
Une fois replacée sur la chaîne de montage, la force de serrage exerçait désormais une pression. contre Les brins restaient continus, au lieu de tenter de séparer les couches. La pièce a résisté à des milliers de cycles d'assemblage sans la moindre microfissure.
Lorsqu'on utilise la technologie FDM, on ne se contente pas de concevoir la géométrie de la pièce ; on conçoit activement la structure granulaire microscopique interne du polymère.
Dynamique des fluides de la FDM : débit volumique
L'erreur la plus fréquente des opérateurs débutants est de tenter de réduire les temps d'impression en augmentant simplement la vitesse d'impression dans leur logiciel de découpe (par exemple, en la passant de 50 mm/s à 150 mm/s). Inévitablement, le moteur pas à pas de l'extrudeuse se met à cliqueter violemment, le filament se détache et la machine se bloque.
Ils ne parviennent pas à comprendre le goulot d'étranglement physique absolu de la technologie FDM : Débit volumétrique (mm3/s).
La tête d'impression (zone de fusion thermique) d'une imprimante a une capacité maximale d'énergie thermique qu'elle peut transférer à un polymère solide en une seconde. Si l'on introduit du plastique solide dans la zone de fusion plus rapidement que la cartouche chauffante ne peut le faire fondre, le plastique solide heurte l'orifice microscopique de la buse et agit comme un bouchon.
Pour éviter des pannes d'impression catastrophiques, nous limitons mathématiquement la vitesse de nos machines à l'aide de cette formule stricte :
Débit volumétrique = Hauteur de couche (mm) × Largeur d'extrusion (mm) × Vitesse d'impression (mm/s)
- Exemple: Si nous imprimons une pièce en ABS avec une hauteur de couche de 0,2 mm, une largeur d'extrusion de 0,4 mm, à une vitesse de 100 mm/s.
0,2 × 0,4 × 100 = 8,0 mm³/s. - Si la tête d'impression de notre machine a une capacité de fusion maximale de 12,0 mm³/s, l'impression sera réussie. Si l'opérateur tente d'augmenter la vitesse à 200 mm/s, le débit requis passe à 16,0 mm³/s. La tête d'impression ne parviendra pas à faire fondre le plastique à temps, ce qui entraînera une sous-extrusion et une défaillance structurelle totale de la pièce.
Thermodynamique : Vaincre la contraction et la déformation thermiques
Lorsque les ingénieurs passent de l'impression de PLA de base à des thermoplastiques industriels à haute résistance comme le polycarbonate (PC), l'ABS ou l'ULTEM, ils se heurtent à une réalité thermodynamique brutale : le coefficient de dilatation thermique (CTE).
Les matières plastiques se dilatent sous l'effet de la chaleur et se contractent lorsqu'elles refroidissent. En impression 3D par dépôt de fil fondu (FDM), on dépose une ligne de plastique à 260 °C sur une couche précédente qui a déjà refroidi à 90 °C.
- À mesure que la nouvelle couche supérieure refroidit, elle se contracte mathématiquement.
- Du fait de sa fusion thermique avec la couche inférieure, plus froide et déjà contractée, cette contraction différentielle crée une contrainte de cisaillement interne massive.
- À mesure que ces contraintes s'accumulent couche après couche, la force finit par déformer le plastique, arrachant violemment les coins de la pièce du plateau de construction. C'est ce qu'on appelle le Gauchissement ou Curling.
Sur le marché des amateurs, certains tentent de résoudre ce problème en enduisant de colle le plateau d'impression. En génie industriel, on utilise la thermodynamique.
Les véritables imprimantes FDM industrielles ne se contentent pas de plateaux chauffants ; elles utilisent Chambres de construction chauffées activement. L'enveloppe atmosphérique entière à l'intérieur de la machine est chauffée à une température précisément inférieure à la température de transition vitreuse du matériau (TgPour l'ABS, la chambre est maintenue à une température exacte de 80 °C à 90 °C.
En conservant l'intégralité partie imprimée En maintenant l'équilibre thermique, on empêche le plastique de se contracter pendant l'impression. Ce n'est qu'une fois la dernière couche terminée qu'on initie un refroidissement contrôlé et progressif (recuit) afin de ramener lentement la pièce à température ambiante, fixant ainsi définitivement les chaînes polymères sans provoquer de déformation.
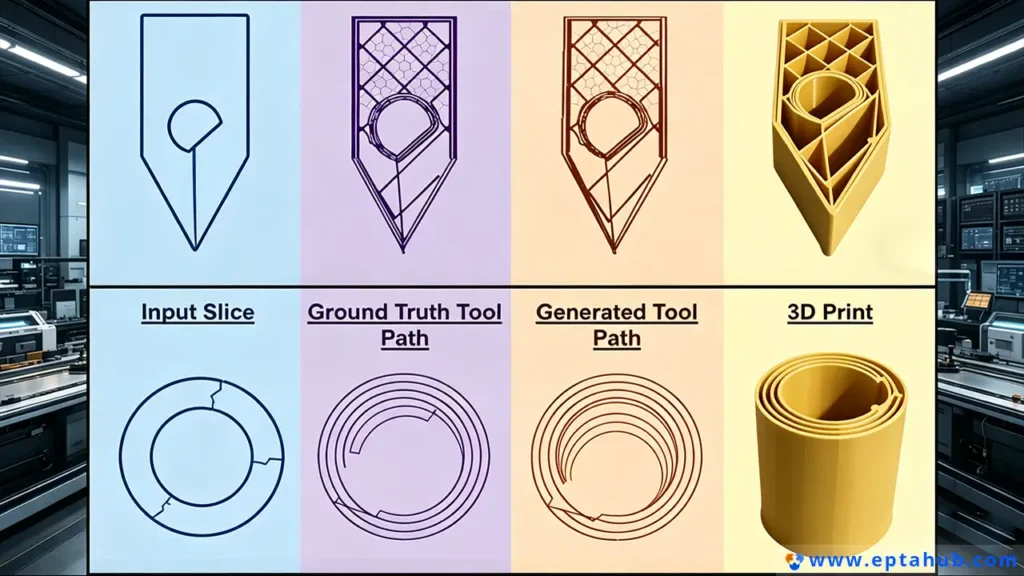
Génération de code G : Ingénierie de la structure interne
Contrairement à Fraisage CNC, L'usinage FDM, qui consiste à partir d'un bloc d'aluminium massif, est un procédé additif. Cela nous permet de réaliser une chose structurellement impossible avec l'usinage traditionnel : nous pouvons définir la géométrie cellulaire interne d'un solide fermé.
Lors de la génération du parcours d'outil (code G) pour une pièce FDM, les ingénieurs doivent définir deux paramètres structurels critiques : Périmètres (Coquillages) et Remplissage.
Le sophisme du remplissage
On croit souvent, à tort, que pour qu'une pièce FDM soit plus résistante, il faut l'imprimer entièrement pleine (remplissage 100%). C'est un gaspillage de temps d'ingénierie, de matière première et d'argent.
En mécanique des structures (notamment pour l'étude des moments de flexion et des poutres en I), le matériau le plus proche de l'axe neutre central ne travaille que très peu. Toutes les contraintes extrêmes de traction et de compression se produisent sur les surfaces extérieures de la pièce.
Le mandat du périmètre
Au lieu d'augmenter le remplissage interne à 100%, nous augmentons le nombre de Périmètres extérieurs (les parois solides qui forment l'enveloppe extérieure de la pièce).
- Une pièce avec 2 périmètres et un remplissage solide 100% prendra 14 heures à imprimer et se cassera sous une charge de 50 kg.
- Une pièce avec 6 périmètres solides et seulement un remplissage interne Gyroid (3D cellulaire) 20% prendra 6 heures à imprimer, utilisera la moitié du matériau et résistera à une charge de 75 kg.
Chez eptahub.com, nous concevons nos profils FDM pour maximiser l'épaisseur des parois périphériques afin d'absorber les impacts localisés et les forces de cisaillement cinétiques, en utilisant un remplissage interne clairsemé uniquement pour soutenir les toits horizontaux orientés vers le haut pendant le processus d'impression.
Le verdict de l'ingénieur
Quand vous demandez Que signifie FDM ?, Vous me demandez quel est l'outil le plus révolutionnaire du génie mécanique moderne.
Le dépôt de fil fondu n'est pas une solution miracle qui reproduit parfaitement les fichiers CAO. C'est un procédé de fabrication très instable et anisotrope, régi par la dynamique des fluides, la contraction thermique et la physique de l'adhérence des couches.
Utilisée incorrectement par des opérateurs non formés, la technologie FDM produit des jouets en plastique fragiles, déformés et inutilisables. En revanche, lorsque ses principes thermodynamiques sont rigoureusement maîtrisés, la technologie FDM permet à une entreprise d'ingénierie d'économiser des dizaines de milliers de dollars en coûts d'outillage, en produisant en quelques heures, au lieu de plusieurs semaines, des gabarits, des montages et des pièces finales complexes, légers et renforcés de fibres de carbone.
Respectez les lignes de couches, orientez vos pièces en fonction des efforts de cisaillement et contrôlez mathématiquement votre flux volumétrique.
Références
Pour garantir votre additif Les processus de fabrication sont conformes aux normes industrielles mondiales et en matière de terminologie, veuillez vous référer aux ressources de référence suivantes :
1. ASME Y14.46-2022 (Définition de produit pour la fabrication additive)
Norme essentielle pour les ingénieurs mécaniciens, elle définit les règles strictes de cotation géométrique et de tolérancement (GD&T) pour la définition précise des orientations de couches, des structures de remplissage et des propriétés anisotropes des matériaux sur un dessin technique 2D envoyé à une installation d'impression 3D par dépôt de fil fondu (FDM).
Lien: ASME.org







