EPTAHUB has created an extensive collection of Design Guides to aid you in optimizing your design for the selected manufacturing method; please consult these resources for crucial tips and techniques


Real-time pricing estimates for custom metal & plastic machined components | Fast-turnaround prototypes and production parts within days | Tariffs included in international prototype pricing | Certified to ISO 9001:2015, ISO 13485, IATF 16949:2016, AS9100D standards; ITAR registered.



Automated pricing quotes for custom plastic molded prototypes and production batches | Nearly unlimited material and finishing choices | Professional engineering evaluations and project management included with every order

Premium-Quality, Cost-Effective Metal Extrusions With EPTAHUB.


Premium-Quality, Budget-Friendly Custom Plastic Extrusions With EPTAHUB.


On-demand pricing quotes for laser-cut or waterjet-cut parts | No order minimums | Receive components within days | Tariffs included in international prototype pricing | Now featuring up to 35% lower costs and 30% faster lead times

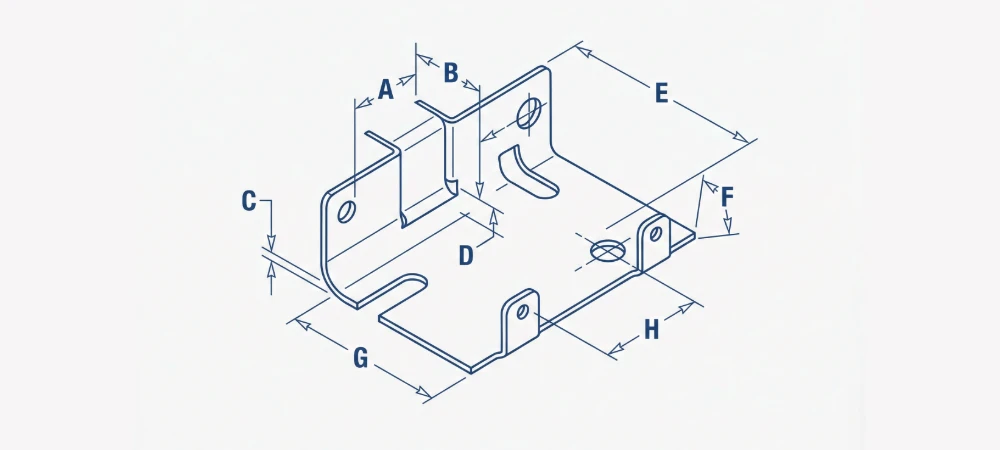
The following are EPTAHUB’s standard tolerances when no other tolerances are specified. Tighter tolerances are available with manual review if you provide a dimensioned drawing with explicit tolerance requirements.

Real-time pricing quotes for custom-shaped sheet metal parts | Prototype and production components within days | Tariffs included in international prototype pricing | Certified to ISO 9001:2015, ISO 13485, IATF 16949:2016, AS9100D standards; ITAR registered.

High-Grade Metal Stamped Parts — From Small-Batch Runs to Large-Scale Production of Millions of Units.


Top-quality laser cutting for rectangular, square, and round metal tubes | Tariffs included in international prototype pricing

Our automated quoting system gives you instant pricing so you can quickly estimate your project costs.
For high-precision or complex parts, our senior account managers can provide more detailed quotes and help you find the best overall solution for your needs.









