EPTAHUB delivers a broad spectrum of finishing alternatives paired with real-time online quoting functionality. We cater to finishing needs across most manufacturing processes, from CNC machining and sheet metal fabrication to 3D printing, injection molding, urethane casting, and beyond!
Metal Finishes Showcase
3D Printing Finish Gallery
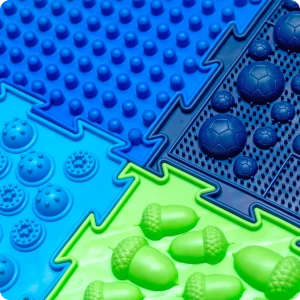
Plastic Injection Molding Surface Finishes
Powder Coating Finish Portfolio
EPTAHUB’s instant quoting system lets users tailor materials, features, finishes, and add custom notes for their unique manufacturing projects. With numerous standard finishing options available at instant online prices, we stand as your one-stop service provider. For more personalized requirements, you can specify multiple finishes per component. Dive into the details of each finish and explore practical examples in the sections below.
If you’re seeking a specific finishing or post-processing method not listed here, don’t hesitate to reach out to us. Alternatively, select the “Other” finish option during quoting to outline your needs and request a manual assessment.



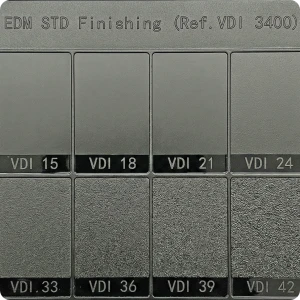
EPTAHUB partners with a diverse network of molding suppliers, offering all standard mold finishing options. Mold finishes can range from glossy to matte and even patterned—any finish applied to the mold cavity surface is transferred to the molded part. For instance, a reflective polished mold surface will produce a reflective (or transparent) part. Unlike CNC-machined or 3D-printed parts (where each component is treated individually), mold finishes are applied directly to the mold. Adding a finish or texture may impact tooling costs (depending on the process required) but does not affect the price of individual parts.
Our standard mold finishes include:
Urethane-casted parts can be rigid, flexible, or even rubber-like, depending on the urethane composition. We offer urethane in a wide range of colors, including transparent (standard), black, and custom color matching. Parts can also be supplied with a standard smooth finish or a custom finish (including hardware installation and painting).


Our automated quoting system gives you instant pricing so you can quickly estimate your project costs.
For high-precision or complex parts, our senior account managers can provide more detailed quotes and help you find the best overall solution for your needs.









