











If you walk into an engineering meeting at a serious American hardware startup or an established OEM, and you mention that you are exploring material ceramics for a new component, you will usually get two reactions. The junior designers will look confused and think of coffee mugs, bathroom tiles, or pottery. The senior mechanical engineers will sit up straight, because they know you are about to talk about solving a catastrophic thermal or wear problem that standard metals cannot handle.
Let’s get this out of the way immediately: at EPTAHUB, we do not make flower pots. We do not do arts and crafts.
When B2B procurement managers and supply chain executives ask me, “What is material ceramics?”, they are usually hitting a wall with their current Bill of Materials (BOM). They have a component—maybe a semiconductor wafer handling arm, a high-speed bearing, or a medical bone implant—that is melting, corroding, or wearing out prematurely. They have tried Aluminum, they have tried 316L Stainless Steel, they have tried Titanium, and everything is failing.
That is when we graduate from metallurgy and step into the brutal, unforgiving, but incredibly high-performance world of Advanced Technical Ceramics.
What is Material Ceramic?
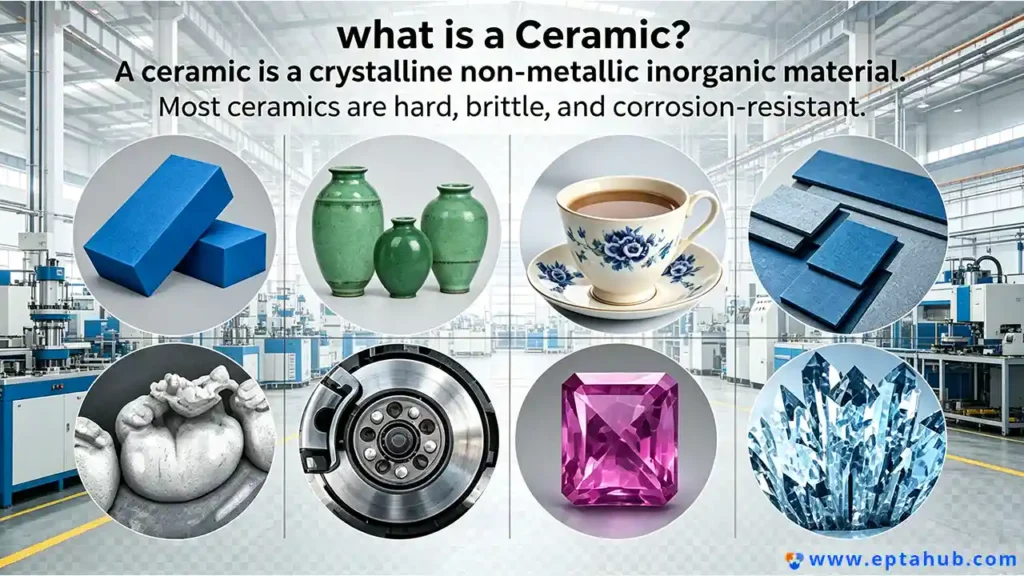
To engineer a part, you must understand its atomic structure. When a client asks, “What is material ceramic?”, the textbook engineering definition is this: A ceramic is an inorganic, non-metallic solid made up of either metal or non-metal compounds that have been shaped and then hardened by heating to high temperatures.
But let’s translate that into shop-floor reality.
Metals (like steel and aluminum) are held together by “metallic bonds,” where electrons flow freely like a sea. This is why metals conduct electricity, and more importantly, why metals are ductile—they dent, bend, and yield when you hit them with a hammer.
Ceramics are entirely different. They are held together by extremely tight, rigid “ionic and covalent bonds.” The atoms are locked into a strict, unyielding crystalline lattice.
Because of this atomic lockdown, ceramics answer a very common, albeit confusing, search query I see from non-technical buyers: “Is ceramic material plastic?”
The answer is an emphatic, chemical NO. Plastics (polymers) are long chains of carbon molecules that melt easily and flex. Ceramics contain no organic carbon chains. They are the exact opposite of plastic. If plastic is a wet noodle, a ceramic is a diamond. You cannot melt it easily, you cannot stretch it, and it will never behave like a polymer.
Properties of Ceramics
Why do aerospace engineers and medical device manufacturers pay a premium for custom ceramic parts? Because the properties of ceramics offer a combination of extremes that no other class of material on Earth can match.
When you review a CAD file at EPTAHUB to determine if a part should be transitioned to a technical ceramic, we look for four primary environmental triggers:
1. Extreme Thermal Resistance (Refractoriness)
Standard aluminum melts at roughly 660°C (1,220°F). Titanium melts at 1,668°C (3,034°F). Technical ceramics, like Silicon Carbide, do not even flinch until they hit temperatures well over 2,000°C (3,600°F). More importantly, ceramics maintain their structural integrity and do not warp or lose their tensile strength at these elevated temperatures. If you are designing rocket engine nozzles, jet turbine blades, or industrial furnace insulators, metals will turn into liquid soup. Ceramics survive.
2. Supreme Hardness and Wear Resistance
If you look at the Mohs scale of mineral hardness, Diamond is a 10. Hardened tool steel might sit around a 6 or 7. Technical ceramics like Alumina (Aluminum Oxide) easily hit a 9. Because they are so unbelievably hard, they are practically immune to abrasive wear. This is why the brake rotors on high-end sports cars, bulletproof armor plating for military vehicles, and high-RPM industrial ball bearings are manufactured from ceramics. They simply do not wear down under friction.
3. Absolute Chemical Inertness
One of the biggest issues with metals is oxidation (rust) and chemical corrosion. If you pump highly concentrated hydrochloric acid or caustic slurry through a stainless steel valve, the steel will eventually pit and corrode. Ceramics are chemically dead. They do not react with acids, bases, or salts. If you need a fluid manifold for a blood analyzer or a chemical processing plant, ceramic is the ultimate defense against corrosion.
4. Electrical and Thermal Insulation
Because ceramics do not have a “free sea of electrons” like metals, they are phenomenal electrical insulators. You can pass thousands of volts across a ceramic standoff, and it will not arc. This is why spark plugs have ceramic bodies, and why the semiconductor industry relies heavily on ceramic substrates to prevent electrical shorts in microchips.
The Fatal Flaw: Zero Ductility (Extreme Brittleness)
I am an engineer, not a salesman. I will not pretend ceramics are perfect. The exact same atomic bonds that give ceramics their incredible heat resistance and hardness also give them their fatal flaw: Brittleness.
Ceramics possess zero ductility. They have no yield strength. If you apply a heavy impact load to a steel bracket, it bends. If you apply a heavy impact load to a ceramic bracket, it violently shatters into a thousand pieces. Designing for ceramics means your engineering team must completely eliminate sharp internal corners (stress concentrators) in the CAD file and ensure the component is loaded in compression (squeezing) rather than tension (pulling). Ceramics are phenomenally strong in compression, but terrible in tension.
Types of Ceramics
In the B2B manufacturing world, we strictly divide ceramics into two distinct categories. You must know which one you are buying.
1. Traditional Ceramics (Not Our Business)
These are your silicates. They are made from naturally occurring raw materials like clay, silica (sand), and feldspar. You mix them with water, shape them, and fire them in a kiln.

- Examples: Bricks, porcelain tiles, dinnerware, sanitary ware (toilets).
- The Verdict: These have highly variable tolerances, inherent internal flaws, and low mechanical strength. We do not use these in high-tech manufacturing.
2. Advanced / Technical Ceramics (The EPTAHUB Standard)
This is where the real engineering happens. Technical ceramics are not dug out of the ground; they are chemically synthesized in laboratories to create incredibly pure, highly controlled microscopic powders. There is no water and no clay. These powders are pressed into molds under tens of thousands of pounds of pressure, and then “sintered” (baked just below their melting point) to fuse the particles together into a solid block.

- Examples: Alumina (Al2O3), Zirconia (ZrO2), Silicon Carbide (SiC), Silicon Nitride (Si3N4).
- The Verdict: These materials offer sub-micron precision, terrifyingly high strength, and exact, repeatable mechanical properties. This is what you specify for aerospace, medical, and semiconductor applications.
The 5 Types of Technical Ceramic Materials
When a procurement manager searches for “what are the 5 types of ceramic materials?”, they are usually looking for a baseline to start sourcing. In the American B2B manufacturing sector, we rely on a core group of advanced ceramics. Each one is chemically engineered to solve a specific, high-dollar point of failure.
If you are sending CAD files to EPTAHUB, you need to know which of these five belongs on your Bill of Materials:
1. Alumina (Aluminum Oxide – Al2O3)
This is the undisputed workhorse of technical ceramics. It accounts for the vast majority of industrial ceramic components. It offers an excellent balance of extreme hardness, phenomenal electrical insulation, and chemical resistance, all at a relatively low price point. If you do not have a hyper-specific thermal shock requirement, Alumina is usually your starting point.
2. Zirconia (Zirconium Dioxide – ZrO2)
We call this “Ceramic Steel” on the shop floor. Remember when I said ceramics have zero ductility and shatter easily? Zirconia is the exception to the rule. It has the highest fracture toughness of any technical ceramic at room temperature. When a microscopic crack forms in Zirconia, the crystal structure physically expands to pinch the crack shut—a process called “transformation toughening.” If you need a ceramic part that can take a mechanical beating, you spec Zirconia.
3. Silicon Carbide (SiC)
If your operating environment is hot, abrasive, and miserable, you use Silicon Carbide. It is nearly as hard as a diamond and retains its immense strength at temperatures exceeding 1,400°C (2,550°F). It is also highly thermally conductive, meaning it dissipates heat rapidly, making it incredibly resistant to thermal shock.
4. Silicon Nitride (Si3N4)
Silicon Nitride has an incredibly low coefficient of thermal expansion (it does not grow or shrink much when heated) and is exceptionally tough. Its primary claim to fame in the B2B world is in high-speed rotational mechanics. Because it is 60% lighter than steel but vastly harder, it is the premier material for ultra-high-RPM ball bearings in aerospace turbine engines and CNC spindles.
5. Aluminum Nitride (AlN)
This is a highly specialized material used almost exclusively in the electronics and semiconductor sectors. It possesses a paradoxical combination of properties: it is a perfect electrical insulator, yet it conducts heat almost as well as Aluminum metal. When you have high-power microprocessors that generate massive amounts of heat, you mount them on Aluminum Nitride substrates to pull the heat away without causing an electrical short circuit.
10 Examples of Ceramics in B2B Manufacturing
I am constantly fighting the consumer-grade algorithm when B2B buyers ask me for “ceramic materials examples.” To set the record straight, if you want to know what are 5 products made from ceramics (or in our case, 10), here is exactly how Fortune 500 companies and serious OEMs utilize these materials.
Notice that none of these uses of ceramics sit on a dining room table:
- Semiconductor Wafer End Effectors (Alumina): The robotic arms that move microscopic silicon wafers through ultra-clean vacuum chambers. They cannot shed a single particle of dust, and Alumina guarantees zero wear.
- Industrial Slurry Pump Seals (Silicon Carbide): When pumping crude oil or mining slurry filled with sand, standard metal seals are destroyed in days. SiC seals last for years.
- Orthopedic Hip Joint Replacements (Zirconia/Alumina): The human body is a highly corrosive, warm, saline environment. Zirconia hip balls provide perfectly smooth, frictionless, bio-inert motion that lasts a lifetime.
- Ballistic Body Armor Plates (Silicon Carbide/Alumina): Used by the military to shatter incoming kinetic projectiles before they reach the Kevlar backing.
- TIG Welding Nozzles (Alumina): The pink ceramic cups on the end of a TIG welding torch must survive being fractions of an inch away from a 3,000°C electrical arc without melting or conducting electricity.
- Ultra-High-Speed Spindle Bearings (Silicon Nitride): Used in 5-axis CNC machines running at 30,000 RPM. They generate less friction and require less lubrication than steel bearings.
- Wire Drawing Dies (Zirconia): When factories pull copper through a small hole to make electrical wire, the friction is immense. Zirconia dies do not wear out, ensuring the wire diameter remains perfectly toleranced over miles of production.
- Automotive Spark Plug Insulators (Alumina): They must withstand extreme combustion chamber heat while completely isolating 30,000 volts of electricity from the engine block.
- Laser Tube Housings (Alumina): Used in industrial CO2 lasers because of their ability to handle intense thermal gradients without warping the optical alignment.
- SMT Pick-and-Place Nozzles (Zirconia): The microscopic vacuum nozzles that place microchips onto circuit boards millions of times a day. Zirconia prevents the nozzle tips from wearing down and dropping chips.
Why CNC Machining Ceramics Breaks Budgets?
When a startup engineer sends a .STEP file to EPTAHUB that was originally designed for Aluminum, but they select “Alumina Ceramic” from the drop-down menu, they usually expect a minor price bump.
Instead, they receive a quote for 4,500 USD per part, with a 3-week lead time, compared to 85 USD for the metal version. Then the angry phone calls begin.
As a manufacturing engineer, I have to explain the brutal reality of fabricating ceramic products. You cannot simply put a block of fired Silicon Carbide into a CNC mill and cut it with a standard carbide endmill. The ceramic is harder than the cutting tool. The tool will simply instantly vaporize.
To make a precise technical ceramic part, we must use a two-stage process:
Stage 1: “Green” Machining (Pre-Sintering)
First, we take the raw ceramic powder and press it into a block using a binder. In this “green” state, it has the consistency of hard chalk. We can load this chalky block into a CNC machine and rapidly cut the rough geometry using standard tools. However, we have to make the part roughly 20% larger than the final CAD file.
Stage 2: Sintering and The Shrinkage Nightmare
We put the green part into a furnace at 1,600°C. The binder burns away, and the ceramic particles fuse. The part shrinks by up to 20%. The problem? It never shrinks perfectly evenly. A perfectly round hole will become slightly oval. A flat surface will bow.
Stage 3: “Hard” Machining (Diamond Grinding)
To hit your requested +/- 0.001 inch tolerances, we now have to machine the fully hardened ceramic. The only way to remove material at this stage is by using custom, diamond-impregnated grinding wheels. We are not “cutting” the material; we are slowly, painfully abrading it away at microscopic depths of cut (0.0001 inches per pass) under a flood of coolant. It takes hours to remove a millimeter of material.
This diamond grinding process is why your custom ceramic prototype costs 4,500 USD instead of 85 USD.
EPTAHUB Case Study: The Cost of Downtime vs. The Cost of Material
To illustrate the ROI of technical ceramics, let’s look at a recent DFM (Design for Manufacturing) intervention we executed at EPTAHUB for a mid-western chemical processing facility.
The Problem: The client was utilizing a proprietary fluid metering pump to move a highly acidic, abrasive chemical slurry. The pump’s internal metering valve was machined from 316L Stainless Steel.
Due to the abrasive wear and chemical attack, the stainless steel valve was losing its dimensional tolerance every 90 days. The pump would fail, causing a factory line shutdown. The replacement metal valve only cost 150 USD, but the associated factory downtime and maintenance labor was costing them roughly 12,000 USD every single quarter.
The EPTAHUB Solution:
Their procurement team asked us to quote the exact same valve in Titanium. I refused. Titanium is highly chemical resistant, but it is a soft metal; the abrasive slurry would still chew it to pieces.
Instead, we transitioned the design to Zirconia (Ceramic Steel).
- We had to alter the CAD file. We removed all sharp internal 90-degree corners and replaced them with generous radii to prevent stress concentrations (because ceramics cannot bend, they just snap).
- We optimized the tolerances, only applying tight-tolerance diamond grinding to the specific mating surfaces of the valve, leaving the rest of the part “as-fired” to save money.
The ROI:
The new Zirconia valve cost 1,800 USD per unit—twelve times the price of the metal part. However, the extreme hardness and absolute chemical inertness of the Zirconia meant the part suffered zero measurable wear.
The ceramic valve has now been running continuously for over 2.5 years without a single maintenance shutdown. By spending 1,800 USD upfront, the client saved over 120,000 USD in downtime penalties. That is how you leverage material ceramics in B2B manufacturing.
Is Ceramic Material Good or Bad for You?
When we cross over from industrial machinery into the medical device sector, the search queries change. Startups often ask, “Is ceramic material good or bad for you?” when designing components that will interface with human biology.
In the medical manufacturing space, the human body is viewed as a highly hostile engineering environment. It is warm, constantly in motion, and filled with highly corrosive, saline-based fluids (blood and plasma). If you implant a standard 304 Stainless Steel pin into a human bone, the body’s immune system will immediately recognize the leaching nickel and iron, attack the foreign object, and cause massive tissue rejection (galvanic corrosion).
This is why advanced ceramics—specifically Medical-Grade Alumina and Zirconia (Y-TZP)—are the gold standard for long-term orthopedics and dental implants.
Why Ceramics Dominate Bio-Engineering:
- Absolute Bio-Inertness: As established in Part 1, technical ceramics are chemically dead. They do not leach ions. When a Zirconia dental implant is placed into a human jaw, the body simply ignores it. There is no toxic reaction, meaning it is exceptionally “good” for you in an implant scenario.
- Osseointegration: Certain specialized ceramics (like Hydroxyapatite, a bioceramic) actually mimic the mineral structure of human bone. Surgeons use this to coat titanium implants because living human bone cells will physically grow into and bond with the ceramic coating, permanently anchoring the implant.
- Zero Articulation Wear: When engineering a hip replacement, the femoral head (the ball) rubs against a socket millions of times a year. If made of metal or high-density plastic, this friction releases microscopic debris into the bloodstream, causing inflammation. A polished Alumina ceramic ball against a ceramic socket generates virtually zero friction and zero debris over a 30-year lifespan.
So, is it good or bad for you? If you are drinking from a low-grade, poorly glazed hobbyist pottery mug that leaches lead, it is bad. But if EPTAHUB is machining a bio-grade Zirconia joint replacement, it is the safest, most biologically compatible material on the planet.
Quality Control at EPTAHUB: How We Certify Ceramic Geometry?
Because technical ceramics are so rigid, they do not “break in” or conform to mating parts during assembly. If a metal shaft is 0.0005 inches too large for a metal hole, you can sometimes press-fit it with enough force. If a ceramic shaft is 0.0005 inches too large for a ceramic hole, the assembly will violently shatter under pressure.
Therefore, our Quality Assurance (QA) protocols for ceramics at EPTAHUB are vastly more rigorous than our metallurgy standards.
- Ultrasonic Non-Destructive Testing (NDT):
Because ceramics fail catastrophically due to microscopic internal cracks (voids) that occur during the sintering phase, visual inspection is useless. We use high-frequency ultrasonic waves to penetrate the solid ceramic block. If the soundwave bounces back irregularly, we know there is a micro-fracture hidden deep inside the part, and we scrap it before it ever ships to your assembly line. - CMM (Coordinate Measuring Machine) Probing:
After the diamond grinding phase, the part is moved to a climate-controlled CMM room. We use synthetic ruby-tipped touch probes to map the complex geometry of the ceramic part down to the micron level (0.00004 inches). This guarantees that the incredibly expensive diamond grinding process actually hit your CAD tolerances. - Surface Profilometry (Ra Measurement):
For ceramic seals or medical joints, the surface finish is just as critical as the dimensions. We drag a microscopic diamond stylus across the surface of the ceramic to measure the Ra (Roughness Average). For extreme applications, we can lap and polish technical ceramics to an optical, mirror-like finish of Ra 2 micro-inches or better.
The Engineer’s FAQ: Specifying Advanced Ceramics
To summarize this guide and answer the lingering questions procurement teams ask us daily:
Q1: Our ceramic prototypes keep cracking when we tighten the bolts on the assembly line. What are we doing wrong?
You are likely point-loading the ceramic. Remember, ceramics have immense compressive strength but zero elasticity. If you drive a hardened steel bolt directly against a flat ceramic plate and torque it down, any microscopic unevenness in the metal will create a massive stress point, cracking the ceramic. You must redesign the assembly to include a compliant layer—like a high-temp polymer washer, copper gasket, or Belleville spring—between the metal bolt head and the ceramic surface to distribute the load evenly.
Q2: We need a heat-resistant material, but our budget cannot handle diamond grinding. What is the alternative?
If you need high thermal resistance but cannot afford the 4,000 USD price tag of a custom machined Alumina part, look into Machinable Ceramics (like Macor). Macor is a glass-mica ceramic composite. It does not require firing, and it can actually be machined using standard tungsten carbide endmills on a regular CNC mill. It is not as hard or as strong as pure Alumina, but it is an excellent, cost-effective stepping stone for rapid prototyping high-temp components.
Q3: Can EPTAHUB 3D print technical ceramics?
Yes, but it is highly specialized. We use SLA (Stereolithography) resin printers where the liquid photopolymer is heavily loaded with microscopic Alumina or Zirconia powder. We print the part, wash it, and then place it in a debinding furnace to burn away the plastic resin, leaving only the ceramic powder, which is then sintered. It is phenomenal for creating complex internal cooling channels that cannot be diamond-ground, but the dimensional shrinkage is severe and requires heavy DFM oversight.
Authoritative Engineering & Material References
When your procurement team or QA department needs to validate the material properties and testing standards of the ceramics you are ordering, ensure they reference these undisputed B2B industrial standards:
1.ASTM C1161 (Standard Test Method for Flexural Strength of Advanced Ceramics)
You cannot test the strength of a ceramic using standard metal pull-tests (tensile testing) because the grips will crush the part. ASTM C1161 dictates the exact 3-point and 4-point bending protocols required to legally certify the flexural strength of technical ceramics.
Link: ASTM International
2.The American Ceramic Society (ACerS)
The premier global organization for ceramic science and engineering. Their peer-reviewed journals provide the absolute bleeding-edge data on ceramic matrix composites (CMCs) for aerospace and semiconductor applications.
Link: American Ceramic Society
3.ISO 13356 (Implants for Surgery — Y-TZP)
If you are designing medical devices, this is the legal international standard governing the biocompatibility, purity, and mechanical requirements for Yttria-Stabilized Tetragonal Zirconia Polycrystals used in surgical implants.
Link: ISO Standards







