











In my 12 years of evaluating metallurgical failures and surface finish specifications at eptahub.com, there is one chemical process that dictates the lifespan of every machine, enclosure, and structural component we build. It is the silent destroyer of steel, the hidden protector of aluminum, and the fundamental mechanism behind every battery we integrate.
Yet, when junior designers submit failure analysis reports, I frequently see them struggle with the basic terminology, asking: What is the difference between oxidation and oxidization?
Let us immediately eliminate the semantic confusion. Scientifically and technically, there is absolutely no difference. What is the meaning of oxidization? It is simply an older, clunky, linguistic variant of the word “oxidation.” In the global engineering and materials science communities, “oxidization” is considered obsolete. We use the term oxidation. If you write “oxidization” on a technical drawing or a root-cause analysis report, you immediately signal to veteran engineers that you lack a fundamental grasp of materials science.
So, what is the definition of oxidation?
To a layman, it means a metal reacting with oxygen in the air. To an engineer, it is a strict, mathematical transfer of subatomic particles that physically alters the mechanical properties of a material.
What is Oxidation in Chemistry?
If you search for what is oxidation and reduction in simple terms?, you will inevitably find the classic acronym: OIL RIG (Oxidation Is Loss, Reduction Is Gain).
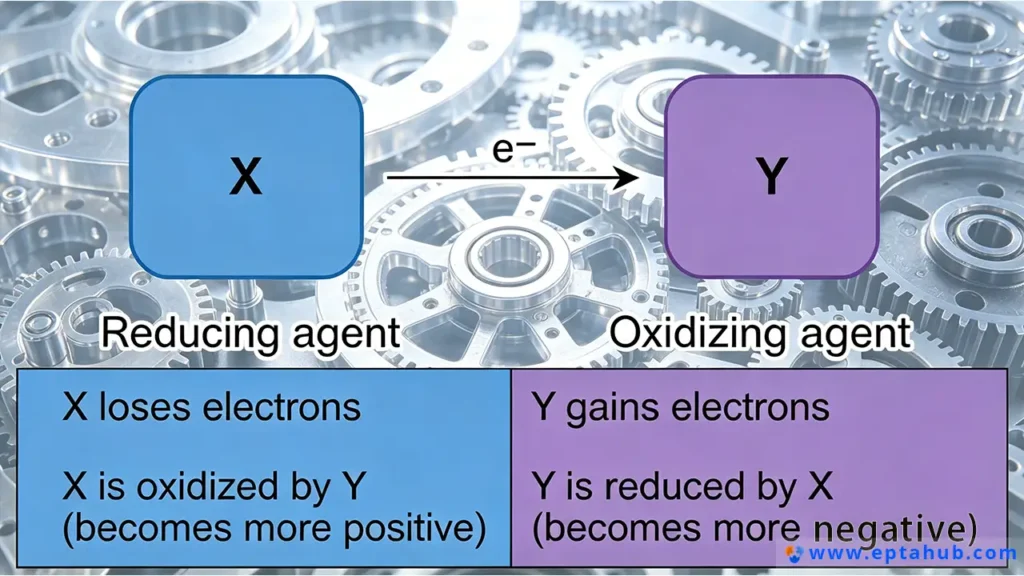
While simple, it is entirely accurate. What is oxidation in chemistry? It is strictly defined as the loss of electrons by a molecule, atom, or ion during a chemical reaction.
The most critical engineering realization you must make is this: Oxidation does not require oxygen.
While oxygen is the most famous element that causes this reaction (hence the name), any element that aggressively steals electrons will cause oxidation. For example, fluorine and chlorine are massive electron thieves. If you expose raw aluminum to chlorine gas, the aluminum rapidly oxidizes (loses electrons), even in a complete vacuum devoid of oxygen.
When a metal atom loses its electrons, its physical structure collapses. It ceases to be a rigid, structurally sound metal and becomes a brittle, non-structural metal-oxide compound.
What is Reduction?
You cannot have a thief without a victim. Oxidation never happens in isolation. It is physically impossible for an atom to “lose” an electron unless another atom is there to “gain” it.
This brings us to the counter-process: what is reduction in chemistry?
Reduction is the exact opposite of oxidation; it is the gain of electrons by an atom, molecule, or ion. Because these two processes must happen simultaneously, engineers and chemists refer to them collectively as Redox (Reduction-Oxidation) reactions.
Defining the Agents
To map out a chemical reaction on a factory floor, you must identify the actors:
- What is oxidizing agent? This is the chemical thief. It is the substance that takes electrons away from your material. Because it gains electrons, the oxidizing agent itself gets reduced. (Oxygen, Chlorine, and Nitric Acid are highly aggressive oxidizing agents).
- The Reducing Agent: This is the victim (or the fuel). It is the substance that gives away its electrons. Because it loses electrons, the reducing agent gets oxidized. (In manufacturing, your structural metals—Steel, Aluminum, Magnesium—are almost always the reducing agents being attacked).
The Manufacturing Distinction: Oxidation vs Rust
One of the most dangerous assumptions a procurement officer can make is treating all oxidation as a defect. The debate of oxidation vs rust is central to how we specify surface finishes at eptahub.com.
Rust is a specific type of oxidation, but not all oxidation is rust.
- Rust (Destructive Oxidation): When Iron (or its alloy, Steel) oxidizes in the presence of water and oxygen, it forms Iron Oxide. The resulting iron oxide molecule is physically larger than the original iron atom. Because it expands, it flakes off (spalls), exposing fresh, raw steel underneath to further attack. This cycle continues until the structural integrity of the steel is completely annihilated.
- Passivation (Protective Oxidation): When Aluminum, Titanium, or Stainless Steel oxidizes, a miracle of metallurgy occurs. The metal loses electrons and forms an oxide layer (e.g., Aluminum Oxide). However, unlike iron rust, this oxide layer is incredibly dense, hard, and firmly bonded to the base metal. It forms a microscopic, impenetrable armor that completely seals the raw metal beneath from the atmosphere, instantly halting any further oxidation.
When we specify “Type III Hardcoat Anodizing” on an aluminum CAD model, we are not painting the metal. We are deliberately submerging it in an acid bath and running electrical current through it to artificially force massive, controlled oxidation. We use oxidation to build a ceramic-hard armor that prevents failure.
Engineering Matrix: 10 Examples of Oxidation and Reduction Reactions
To prove how ubiquitous these reactions are in daily industrial operations, here is a technical breakdown of 10 examples of oxidation and reduction reactions you will encounter on a mechanical Bill of Materials (BOM) or factory floor.
| # | Industrial Process / Scenario | The Oxidation Reaction (Electron Loss) | The Reduction Reaction (Electron Gain) | Engineering Impact |
|---|---|---|---|---|
| 1 | Rusting of Steel Components | Iron (Fe) loses electrons to become Fe²⁺ or Fe³⁺. | Oxygen (O₂) gains electrons in the presence of water to form hydroxide ions. | Destroys structural integrity; requires galvanizing or powder coating. |
| 2 | Aluminum Anodizing | Aluminum (Al) at the anode loses electrons to form Al³⁺. | Hydrogen ions (H⁺) in the acid bath gain electrons to form Hydrogen gas. | Creates a protective, wear-resistant Al₂O₃ surface finish. |
| 3 | Galvanic Corrosion (Mixed Metals) | The more active metal (e.g., Zinc) loses electrons. | The less active metal (e.g., Copper) facilitates oxygen reduction. | Causes rapid failure when dissimilar metals touch in wet environments. |
| 4 | Laser Cutting Edge Oxidation | Carbon Steel edges lose electrons violently under the thermal laser beam. | Oxygen (used as the assist gas) gains electrons. | Leaves a hard oxide layer on the cut edge that must be ground off before welding. |
| 5 | Lithium-Ion Battery Discharge | Lithium atoms at the anode lose electrons to form Li⁺ ions. | Cobalt/Manganese oxides at the cathode gain the returning electrons. | The fundamental source of electrical power for all modern mobile electronics. |
| 6 | Electroplating (Zinc/Chrome) | The Zinc/Chrome anode dissolves, losing electrons. | The metal ions in the solution gain electrons at the cathode (the part being plated). | Deposits a protective/decorative metal layer onto a raw steel part. |
| 7 | Combustion (Welding Oxy-Acetylene) | Carbon and Hydrogen in the acetylene fuel lose electrons. | Oxygen gas aggressively gains the electrons. | Generates the extreme exothermic heat required to melt steel. |
| 8 | CNC Coolant Degradation | Organic biocides/oils in the CNC coolant lose electrons over time. | Airborne oxygen and bacteria gain electrons. | Causes coolant to “sour,” leading to machine rust and foul odors. |
| 9 | Smelting Iron Ore | Carbon Monoxide (from coke) loses electrons. | Iron Oxide (ore) gains electrons. | The metallurgical process of removing oxygen to create pure, usable Iron. |
| 10 | Silver Tarnishing | Silver (Ag) loses electrons upon exposure to ambient gases. | Hydrogen Sulfide (H₂S) in the air gains electrons to form Silver Sulfide. | Degrades the electrical conductivity of high-end switch contacts and relays. |
Engineering Case Study: The Galvanic Disaster of Fastener Selection
To understand the catastrophic financial impact of ignoring oxidation vs reduction principles, let us review a failure analysis I handled for a commercial marine client.
The Scenario: The client designed a highly expensive, lightweight radar enclosure for offshore fishing vessels. The primary chassis was constructed from 5052 Marine-Grade Aluminum. However, to bolt the access panels shut, the junior engineer specified 316 Stainless Steel bolts, assuming that because stainless steel “doesn’t rust,” it was the highest quality choice.

The Failure: Six months into deployment, the client issued a massive recall. The stainless steel bolts were pristine, but the aluminum chassis around every single bolt hole had turned into white powder and crumbled away. The access panels were literally falling off into the ocean.
The Engineering Resolution: The junior engineer inadvertently created a massive, short-circuited battery—a Galvanic Cell.
In the presence of an electrolyte (saltwater), when two dissimilar metals are in physical contact, the laws of thermodynamics dictate a brutal redox reaction. We must consult the Galvanic Series.
- Stainless Steel is highly “cathodic” (it acts as a powerful oxidizing agent, pulling electrons).
- Aluminum is highly “anodic” (it acts as a weak reducing agent, eager to give up electrons).
Because the massive surface area of the aluminum chassis was in direct electrical contact with the stainless steel bolt, bathed in saltwater, the stainless steel violently stripped the electrons out of the aluminum. The aluminum underwent rapid, destructive oxidation. The bolts survived, but they murdered the chassis to do so.
The Fix: We could not change the chassis material, but we could stop the electron transfer.
- We updated the BOM to isolate the metals, specifying nylon shoulder washers to physically prevent the stainless steel from touching the aluminum.
- We coated the bolt threads in a dielectric anti-seize compound (Tefzel) to block saltwater from acting as an electrical bridge.
- By removing the physical and electrical pathways, we halted the oxidation vs reduction cycle, and the subsequent deployments survived for years without degradation.
Understanding oxidation is not an academic chemistry exercise. It is the core competency required to ensure your assemblies survive the physical world.
The Galvanic Series: The Engineer’s Cheat Sheet
Before specifying any surface finish, you must verify that the metals in your assembly will not destroy each other. As demonstrated in Part 1’s marine enclosure case study, mixing metals without understanding their electron affinity leads to rapid galvanic corrosion.
To prevent this, engineers use the Galvanic Series Chart. This is essentially a ranking of metals based on their electrochemical voltage potential in a specific electrolyte (like seawater).
- Anodic (Active) Metals: These sit at the bottom of the chart. They are eager to give up electrons (undergo oxidation). Examples: Magnesium, Zinc, Aluminum.
- Cathodic (Noble) Metals: These sit at the top of the chart. They are highly stable and actively steal electrons from anodic metals. Examples: Gold, Platinum, Titanium, 316 Stainless Steel.
The 0.25V Engineering Rule
When selecting fasteners for a sheet metal chassis, you must find the voltage difference between the two metals on the Galvanic Series chart.
- For Normal Environments (Indoors/Controlled): The difference between the two metals must be less than 0.50 Volts.
- For Harsh Environments (Outdoors/Marine/High Humidity): The difference must be less than 0.25 Volts.
If the voltage gap exceeds these limits, you cannot let the bare metals touch. You must specify dielectric isolation (nylon washers, dialectric grease) or plate the fastener in a metal that bridges the voltage gap.
Defining Surface Finishes on the BOM
If you simply type “paint part black” on an engineering drawing, the part will rust within six months, and the paint will flake off. True engineering defense requires specifying chemical processes. Here are the three primary categories we specify to combat oxidation.
1. Chemical Conversion Coatings
Unlike paint, which simply sits on top of the metal, a conversion coating chemically alters the microscopic top layer of the base metal, turning it into a stable, non-reactive compound.
- Chromate Conversion (Alodine / Iridite) for Aluminum: When we need to protect aluminum from oxidation but still require the metal to conduct electricity (e.g., for EMI shielding in electronics enclosures), we specify MIL-DTL-5541. This chemical bath turns the top layer of aluminum into a complex chromate film that resists further oxidation while maintaining electrical conductivity.
- Black Oxide for Steel: Used heavily in tooling and firearms. The steel is submerged in a boiling alkaline salt solution. This forces the destructive iron (Fe) to undergo a highly specific redox reaction, converting it into Magnetite (Fe3O4). This black layer does not change the dimensional tolerance of the part, but it requires a secondary oil dip to provide true rust resistance.
2. Sacrificial Coatings (Galvanization)
When building massive steel structures (like bridge trusses or outdoor telecommunication racks), conversion coatings are not enough. We must employ a biological concept: a bodyguard.
- Hot-Dip Galvanizing: The steel part is physically submerged in a vat of molten Zinc (approx. 450°C). Zinc is highly anodic compared to steel.
- The Physics: Even if the zinc coating is deeply scratched and the underlying steel is exposed to water and oxygen, the steel will not rust. Because Zinc is lower on the Galvanic series, the Zinc will willingly sacrifice its own electrons to the oxygen, actively protecting the steel. The Zinc will slowly oxidize over decades, keeping the steel pristine until the Zinc is completely consumed.
3. Cathodic Protection (Active Defense)
For critical infrastructure buried underground or submerged in seawater (like oil pipelines or ship hulls), you cannot easily pull the assembly out to re-coat it. In these scenarios, we use continuous, active electron replacement.
- Sacrificial Anodes: We physically bolt massive blocks of Zinc or Magnesium directly to the steel hull of a ship. The corrosive seawater forces a massive redox reaction. However, all the electrons lost come exclusively from the Zinc block. Every few years, divers simply unbolt the heavily oxidized Zinc blocks and bolt on fresh ones. The steel hull never loses a single electron.
- Impressed Current Cathodic Protection (ICCP): For massive pipelines, blocks of Zinc aren’t enough. We hook the steel pipeline up to a DC power supply. We literally pump a continuous stream of raw electrical current (electrons) into the steel pipeline. The corrosive environment constantly steals electrons, but the power supply instantly replaces them, completely freezing the oxidation process.
FAQs
At eptahub.com, we frequently audit suppliers when parts arrive degraded. Here are the most common oxidation failures we troubleshoot on the factory floor.
Q1: We laser-cut carbon steel parts, but our welds are failing and the powder coat is peeling. Why?
When you laser-cut steel using oxygen as the assist gas, the extreme heat causes rapid, localized oxidation on the cut edge. This leaves a microscopic layer of hard, brittle iron oxide (laser scale). Powder coat cannot bond to this scale, and weld pools will reject it, causing porosity. The Fix: The engineering drawing must mandate a mechanical secondary operation (tumbling, sandblasting, or grinding) to physically strip the oxidation layer before welding or coating.
Q2: My 304 Stainless Steel parts are rusting in the warehouse. I thought stainless couldn’t rust?
Stainless steel achieves its “stainless” property through Passivation—the chromium in the alloy forms a microscopic Chromium Oxide layer that blocks rust. However, if your factory uses the same grinding wheels or wire brushes on standard carbon steel and then uses them on stainless steel, you embed microscopic iron particles into the stainless surface. Those iron particles rust (exhibiting “tea staining”). The Fix: Segregate factory tooling. Specify an ASTM A967 nitric or citric acid passivation bath after all machining is complete to dissolve embedded iron and restore the chromium oxide layer.
Q3: Can oxidation be reversed?
In practical manufacturing, once a structural metal oxidizes (rusts), the physical material is gone and cannot be magically turned back into structural steel. The rust must be mechanically removed or chemically converted. However, in metallurgy and smelting (refer to Example 9 in Part 1), we use massive blast furnaces to chemically reduce iron oxide (ore) back into pure iron by stripping the oxygen away using carbon monoxide.
The Engineer’s Verdict: Designing for Longevity
When a procurement officer asks, “What is the difference between oxidation and oxidization?”, they are asking a vocabulary question. But when an engineer asks about oxidation, they are calculating the inevitable degradation of their design.
You must view every assembly as a battery waiting to short-circuit, and every environment as an aggressive thief of electrons.
- Stop using vague terms like “oxidization” or “rust-proof.” Use precise metallurgical terminology.
- Consult the Galvanic Series before mixing metals on a BOM.
- Specify exact MIL-SPEC or ASTM chemical conversion and plating processes on your drawings.
By mastering the precise mechanics of oxidation vs reduction, you transition from merely drawing parts in CAD to engineering systems that survive the brutal realities of the physical world.
References
To standardize your internal quality management and ensure your anti-oxidation surface finishes meet global industrial safety regulations, integrate the following engineering standards into your workflow:
- NACE International (Now AMPP – Association for Materials Protection and Performance)
The global authority on corrosion control. Their standards dictate the exact requirements for cathodic protection, galvanic series isolation, and pipeline rust prevention.
Link: AMPP.org - ASTM A967 (Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts)
If you are machining stainless steel, this standard is mandatory. It details the exact citric and nitric acid bath parameters required to chemically strip free iron and artificially force the protective chromium oxidation layer.
Link: ASTM.org







