











Hello, this is your senior engineer from Eptahub. One of the most frequent questions that lands on my desk, whether from a new designer or a seasoned procurement specialist, is “What exactly is TIG welding, and why is it so expensive?” It’s a fair question, especially when you see it specified on a print for what looks like a simple joint.
Let’s start with the direct answer. TIG stands for Tungsten Inert Gas.
While that’s the literal meaning, it tells you nothing about why it’s the preferred method for aerospace, high-purity systems, and any application where failure is not an option. For an engineer, TIG means control, purity, and precision. If MIG welding is the versatile and efficient caulking gun of the metal world, TIG welding is the surgeon’s scalpel. It is slower, requires immense skill, and costs more, but when executed correctly, the result is a weld of unparalleled quality and strength.
The official, industry-standard name for the process, designated by the American Welding Society (AWS), is Gas Tungsten Arc Welding (GTAW). You will see both TIG and GTAW used interchangeably on drawings and in specifications, but they refer to the exact same process.
Decoding the Acronym: Tungsten, Inert Gas, and the Arc
To understand TIG, you have to understand the role of each word in its name. The process is a beautiful, if complex, interplay between three elements.
1. The “T” is for Tungsten
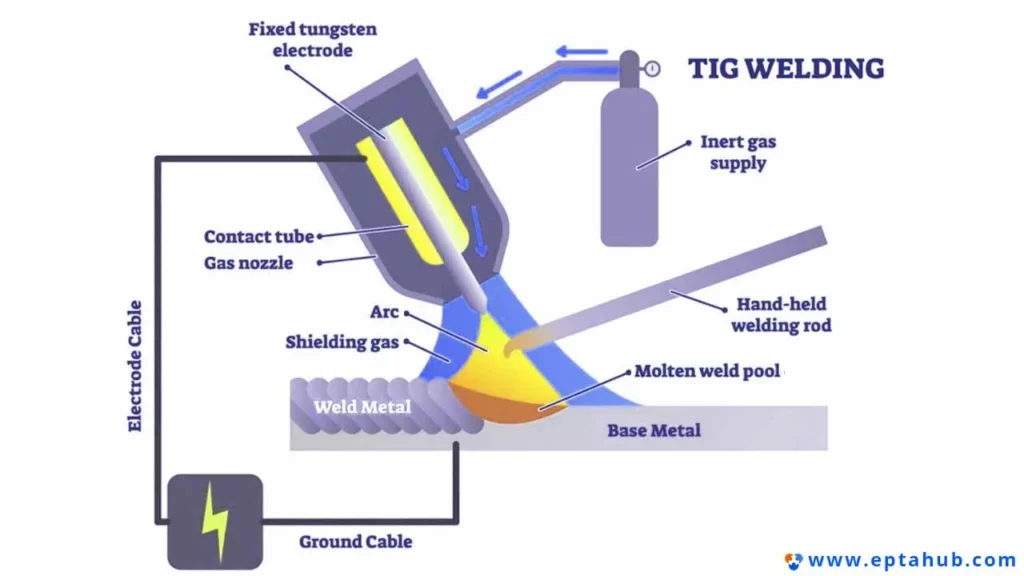
The heart of the TIG process is the non-consumable tungsten electrode. This is the single biggest differentiator from other common arc welding processes like MIG or Stick.
- What does “non-consumable” mean? In MIG (Gas Metal Arc Welding) and Stick (Shielded Metal Arc Welding), the electrode is the filler metal itself. It is a wire or rod that melts to become part of the weld. In TIG, the tungsten electrode’s job is solely to create and sustain a highly stable electric arc. It is not meant to melt.
- Why Tungsten? Tungsten has the highest melting point of any pure metal, at a staggering 3,422°C (6,192°F). This allows it to sustain the intense heat of the welding arc (which can exceed 6,000°C) without melting away. The tip is sharpened to a point, allowing the welder to precisely focus the arc and the heat onto a very small area of the workpiece.
- Types of Tungsten: Not all tungsten is created equal. Engineers may see specifications calling for different types, which are identified by a color band:
- Pure Tungsten (Green): Used for AC welding on aluminum, forms a clean, balled tip.
- 2% Thoriated (Red): The old industry standard for DC welding on steels. It offers excellent arc starting but is radioactive, leading to health concerns. Many shops have phased this out.
- 2% Lanthanted (Blue): The most common all-around electrode today. It works exceptionally well for both AC and DC welding, offers great arc stability, and is non-radioactive, making it the safer and more versatile choice.
2. The “IG” is for Inert Gas
Molten metal is highly reactive. If exposed to the atmosphere, the oxygen, nitrogen, and water vapor in the air will rapidly combine with the weld pool, creating oxides and nitrides. This contamination results in a brittle, porous, and weak weld. The job of the inert gas is to create a protective bubble around the weld zone.
- What does “inert” mean? The shielding gases used in TIG are noble gases, meaning they are chemically non-reactive. They will not combine with the molten weld pool or the hot tungsten electrode.
- Common Gases:
- Argon (Ar): The most common TIG shielding gas. It’s heavier than air, providing excellent coverage at lower flow rates. It produces a stable, quiet arc and is ideal for welding steel, stainless steel, and aluminum at most thicknesses.
- Helium (He): Lighter than air and has higher thermal conductivity. This results in a “hotter” arc that produces deeper penetration. It’s often used for thick sections of aluminum or copper, or mixed with argon to tailor the arc characteristics.
The gas flows through the TIG torch, exiting through a ceramic cup or “nozzle” that surrounds the tungsten electrode. This ensures the arc, the electrode, and the molten weld puddle are completely isolated from the atmosphere.
3. The Arc and the Process
Here is how these elements come together in the hands of a skilled operator:
- Meticulous Cleaning: The first step is always cleaning. TIG welding is exceptionally sensitive to contaminants. Any oil, paint, rust, or even a heavy oxide layer on the base metal must be completely removed.
- The Setup: The welder selects the correct tungsten, sharpens it, and sets the machine’s amperage (heat) and gas flow rate based on the material type and thickness.
- Striking the Arc: The welder positions the torch over the joint. Modern TIG machines use a high-frequency, non-contact start. A burst of high-voltage, high-frequency electricity ionizes the gas between the tungsten tip and the workpiece, creating a path for the welding current to flow without the electrode ever touching the metal.
- Forming the Puddle: The intense arc melts a small, controlled pool of the base metal. This is where the skill lies—controlling the arc length and travel speed to maintain a consistent weld puddle.
- Adding Filler Metal (The “Two-Handed” Technique): Unlike MIG welding where the filler is fed automatically through the gun, the TIG welder uses their other hand to manually dip a separate, thin rod of filler metal into the leading edge of the molten puddle. This requires incredible hand-eye coordination. It also gives the welder independent control over the heat (amperage) and the addition of filler metal. This is the key to TIG’s precision.
- Termination: At the end of the weld, the welder tapers off the amperage to fill the end crater, preventing cracks. The inert gas continues to flow for a few seconds after the arc is extinguished (called “post-flow”) to protect the still-hot tungsten and the solidifying weld pool from contamination.
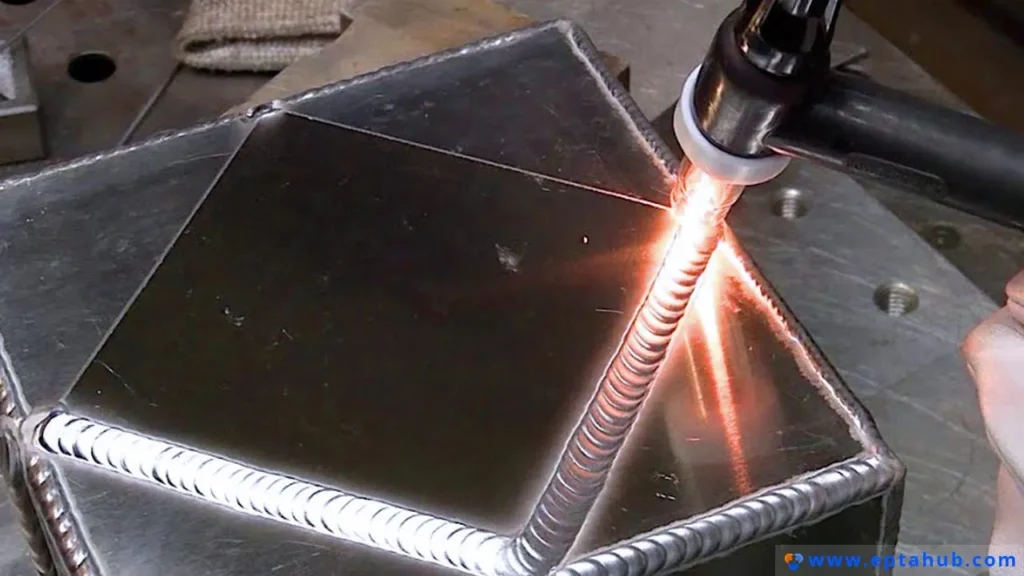
The result of this meticulous process is a clean, precise, and often beautiful weld bead with a characteristic “stack of dimes” appearance.
Why Specify TIG? The Three Core Advantages
When you, as an engineer or buyer, sign off on a drawing that specifies GTAW, you are paying for these three distinct advantages:
1. Unmatched Precision and Control
Because the heat source (the tungsten arc) is separate from the filler material, the operator has total control. They can add just enough heat to fuse two thin pieces of metal together without any filler at all (an “autogenous weld”), or they can build up material in a worn-out part with pinpoint accuracy. This level of control is impossible with other processes.
2. Superior Weld Quality and Purity
The combination of a stable, clean-burning arc and a highly effective inert gas shield produces a weld of exceptional purity. There is no “slag” (a layer of flux impurities) to get trapped in the weld, as in stick welding. There is virtually no “spatter” (small droplets of molten metal) as is common with MIG. This results in a weld that is not only cosmetically appealing but also dense and free of the defects that compromise strength and integrity.
3. Supreme Versatility Across Metals
With the correct machine settings (AC/DC) and filler material, TIG welding can be used to join a wider range of metals and alloys than any other single process. This includes:
- Stainless Steels
- Carbon and Alloy Steels
- Aluminum
- Magnesium
- Titanium
- Copper and Bronze
- Nickel Alloys (Inconel, Monel)
Table 1: TIG vs. MIG vs. Stick Welding – An Engineer’s Comparison
| Feature | TIG (GTAW) | MIG (GMAW) | Stick (SMAW) |
|---|---|---|---|
| Process Name | Gas Tungsten Arc Welding | Gas Metal Arc Welding | Shielded Metal Arc Welding |
| Core Principle | Non-consumable tungsten electrode, manual filler rod. | Continuously fed consumable wire electrode. | Consumable flux-coated rod electrode. |
| Weld Quality | Highest – Very pure, no spatter, no slag. | High – Good quality, but potential for spatter. | Good – Slag inclusions are a risk, heavy spatter. |
| Precision & Control | Highest – “Surgeon’s scalpel.” | Medium – “Point and shoot.” Good for production. | Low – Difficult to control on thin materials. |
| Speed | Slowest | Fast | Slow |
| Cost (Labor & Equip.) | High | Medium | Low |
| Operator Skill Level | Very High | Low to Medium | Medium to High |
| Best For | Thin materials, exotic alloys, high-purity work, root passes. | Production manufacturing, thicker materials. | Field repairs, dirty materials, thick steel structures. |
The Great Divide: AC vs. DC TIG Welding
A TIG welding power source can deliver current in two ways. Understanding which one to use is the first and most important step in setting up a proper welding procedure.
DC (Direct Current) – The Workhorse
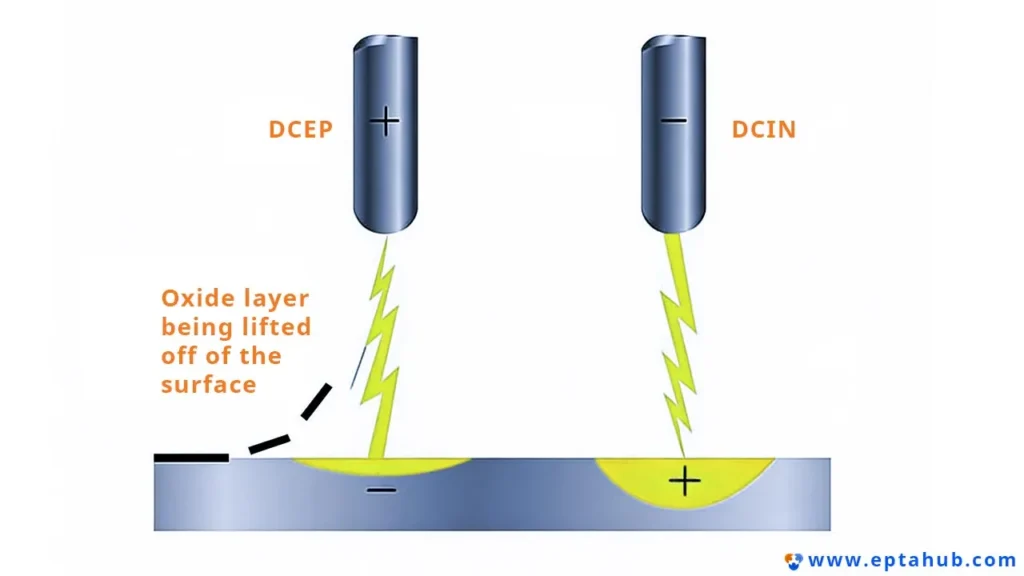
In DC mode, the electricity flows in one constant direction. For TIG welding, this is almost always DCEN (Direct Current Electrode Negative).
- How it Works: The tungsten electrode is connected to the negative terminal, and the workpiece is connected to the positive terminal. This means the electrons flow from the tip of the tungsten, across the arc, and into the workpiece.
- The Effect: This one-way flow of electrons concentrates about 70% of the arc’s heat directly onto the workpiece. This results in a deep, narrow penetration profile. The tungsten electrode, receiving only 30% of the heat, runs cooler and can maintain a sharp, pointed tip.
- When to Use It: DCEN is the standard for welding any metal that does not have a heavy, refractory oxide layer. This includes:
- Stainless Steel
- Carbon Steel
- Titanium
- Copper
- Nickel Alloys
AC (Alternating Current) – The Aluminum Specialist
In AC mode, the electricity rapidly switches direction, flowing from the electrode to the work and then from the work to the electrode, dozens of times per second.
- How it Works: The current cycle is split into two halves: the Electrode Negative (EN) half and the Electrode Positive (EP) half.
- During the EN half, it behaves just like DCEN, providing heat and penetration into the workpiece.
- During the EP half, the electron flow is reversed. Electrons now flow from the workpiece to the tungsten. This has a remarkable effect known as “cleaning action.” The ions flowing from the workpiece bombard the surface and physically blast away the tough, high-temperature oxide layer that forms on metals like aluminum and magnesium.
- When to Use It: AC is absolutely essential for welding:
- Aluminum
- Magnesium
- Advanced Controls (Balance and Frequency): Modern TIG welders offer fine control over the AC waveform.
- AC Balance: This controls the ratio of EN to EP time. More EN time gives deeper penetration. More EP time gives more aggressive cleaning but also heats up the tungsten more. A typical setting is around 70-80% EN.
- AC Frequency: This controls how many times per second the current switches (measured in Hz). A higher frequency produces a tighter, more focused arc, allowing for faster travel speeds and better control on thin materials.
Table 2: AC vs. DC TIG Welding Summary
| Feature | DC (Direct Current Electrode Negative) | AC (Alternating Current) |
|---|---|---|
| Primary Use | Steels, Stainless, Titanium, Copper | Aluminum, Magnesium |
| Electron Flow | One way: from Tungsten to Workpiece | Reverses direction many times per second |
| Heat Distribution | ~70% into the workpiece | Balanced between workpiece and electrode |
| Key Characteristic | Deep, narrow penetration | Cleaning Action (removes oxides) and moderate penetration |
| Tungsten Tip Shape | Sharp, pointed tip | Slightly rounded or balled tip |
| Visual Arc | Quiet, stable, focused cone | Louder, more active arc |
A Material-Specific Masterclass
Let’s apply this knowledge to real-world engineering materials.
Welding Aluminum
Aluminum presents a dual challenge: its high thermal conductivity and its tenacious oxide layer.
- The Oxide Problem: As discussed in our Aluminum Melting Point guide, aluminum oxide (Al₂O₃) melts at over 2072°C (3762°F), while the aluminum beneath melts at only ~660°C (1220°F). If you try to weld it with DC, you will melt a puddle of aluminum underneath a solid skin of oxide. The TIG process with AC is the solution, using the cleaning action of the EP cycle to break up this oxide layer just ahead of the weld puddle.
- The Thermal Problem: Aluminum conducts heat away from the weld zone very quickly. This requires a much higher amperage setting than for a similarly sized piece of steel. It also makes heat control critical; too little heat and the weld won’t fuse (“cold lap”), while too much heat on a thin piece can cause it to warp or melt away entirely.
Welding Stainless Steel
The primary challenge when welding stainless steel is not melting it, but preserving its corrosion resistance.

- The Corrosion Problem (Sensitization): The chromium in stainless steel is what creates its passive, corrosion-resistant layer. However, if the metal is held in a temperature range of roughly 425°C to 815°C (800°F to 1500°F) for too long, the chromium will combine with carbon in the alloy to form chromium carbides at the grain boundaries. This robs the surrounding area of chromium, making it susceptible to rust and corrosion. This is called “sensitization.”
- The TIG Solution: TIG’s precise heat control is the perfect defense against sensitization. The focused DC arc allows the welder to create the weld quickly with minimal excess heat input into the surrounding area (the Heat-Affected Zone or HAZ). This minimizes the time the HAZ spends in the critical sensitization temperature range.
- The Purity Problem (Back Purging): When making a full-penetration weld on a stainless steel tube or pipe, the inside of the weld is also exposed to heat. If left unprotected, it will react with the air and form a dark, crusty oxide layer (“sugaring” or “coking”). This not only ruins the corrosion resistance but, in sanitary applications, creates crevices for bacteria to grow. The solution is back purging: filling the inside of the pipe with inert argon gas to protect the back side of the weld as it forms. For any high-purity application, specifying a back purge is non-negotiable.
Case Study: The Contaminated Pharmaceutical Skid
- The Scenario: A pharmaceutical company contracted a fabrication shop to build a series of portable processing skids. These skids involved complex networks of 316L stainless steel tubing for transporting high-purity water and product. The engineering prints clearly specified “All welds to be GTAW, full penetration, back purged.”

- The Mistake: The fabrication shop was behind schedule and over budget. To speed up production on some of the larger, non-critical support frames, a manager allowed welders to use the MIG (GMAW) process instead of TIG. MIG is significantly faster. However, they failed to switch back to TIG for a final section of process tubing, welding it with a MIG gun.
- The Result: Visually, from the outside, the MIG weld looked acceptable after grinding and polishing. However, an internal inspection with a borescope told a different story. The inside of the MIG weld was rough, with a “grapey” texture and significant spatter. It lacked the smooth, flush profile of a TIG weld root. Furthermore, because MIG is a hotter, less-controlled process, the HAZ was much larger.
- The Failure: When the skid was put into service, the company’s rigorous quality control process detected bacterial growth in the system after a cleaning cycle. The source was traced back to the section of tubing that had been MIG welded. The rough internal surface of the weld had created microscopic crevices (bio-crevices) that were impossible to clean and sanitize properly, providing a safe harbor for bacteria to colonize. The entire skid, worth tens of thousands of dollars, had to be scrapped.
- The Inescapable Lesson: For applications requiring purity—be it sanitary, semiconductor, or aerospace—the weld process is a critical design parameter. TIG was specified not for its looks, but for the smooth, clean, crevice-free internal weld profile that is essential for cleanability. The attempt to save a few hours of labor resulted in a total loss of the finished product.
How to Specify TIG Welds in Your RFQ?
When you send out a request for quotation, ambiguity is your enemy. Use this checklist to ensure your supplier knows exactly what you expect.
- Specify the Process and Standard: State it clearly: “Welding to be performed via the Gas Tungsten Arc Welding (GTAW / TIG) process.” If applicable, reference an industry standard (e.g., AWS D1.1 for Structural Steel, AWS D1.2 for Aluminum, AWS D1.6 for Stainless Steel).
- Define Materials & Filler Metal: Don’t just specify the base material; call out the filler metal alloy. E.g., “Base Material: Stainless Steel 304L. Filler Metal: ER308L.”
- Indicate Weld Type and Size: Use standard weld symbols on your drawings to show if it’s a fillet weld, groove weld, etc., and specify the size.
- State Quality & Inspection Requirements: This is critical.
- Visual: “All welds shall be free of cracks, porosity, and undercut, per AWS D1.6 Section 6.”
- NDT: If the joint is critical, specify Non-Destructive Testing. “All full penetration groove welds to be 100% dye penetrant tested.” (Or X-ray, etc.). Be aware this adds significant cost.
- Include Special Instructions: This is where you add critical details.
- “Full penetration welds on stainless steel tubing require argon back purge.”
- “Post-weld cleaning and passivation required for all stainless steel components.”
- “No visible weld discoloration permitted on exposed cosmetic surfaces.”
FAQs
Q: What does the “stack of dimes” look on a TIG weld mean?
A: That classic ripple effect is the visual result of the welder’s technique. Each “dime” is a solidified puddle created when they manually dip the filler rod, move the torch forward slightly, and repeat the process. A consistent, evenly spaced stack of dimes is the hallmark of a skilled and steady hand.
Q: Is a TIG weld stronger than a MIG weld?
A: Not necessarily. A properly executed weld by either process can meet the strength requirements of the base metal. However, TIG welds are generally of higher purity and have fewer defects like porosity or lack of fusion. This means they are more likely to perform to their full theoretical strength and have better fatigue life, making them more reliable for critical applications.
Q: Can TIG be used to weld very thick metal?
A: Yes, but it is very slow and inefficient. For thick sections (e.g., > 1/2 inch), a common practice is to use TIG for the initial, critical “root pass” to ensure full penetration and purity at the base of the joint. Then, the rest of the joint is filled in using a faster, higher-deposition process like MIG or Flux-Cored Arc Welding.
Conclusion: TIG is an Investment in Certainty
TIG, or Tungsten Inert Gas, is far more than just an acronym. It represents a conscious engineering decision. It is a choice to prioritize quality, precision, and reliability over speed and cost. From the AC current that cleanses aluminum to the focused DC arc that protects the integrity of stainless steel, every aspect of the TIG process is designed for control.
When you specify GTAW on a drawing, you are communicating a requirement for excellence. You are asking for a skilled artisan to apply the surgeon’s scalpel of their craft to your component. By understanding the process, its applications, and how to clearly define your expectations, you ensure that this investment in certainty pays off in the performance and longevity of your final product. At Eptahub, this is the level of detail we work with every day to bridge the gap between design intent and manufacturing reality.
References
AWS D1.6/D1.6M:2017, “Structural Welding Code – Stainless Steel”.







